

Through an iterative design approach, and a drastically reduced time to certification, The Technology House (TTH) worked with NASA to rapidly and cost-effectively produce four high-performance thrusters for the cold-gas propulsion system within the new Seeker robotic free flier inspector. Seeker is a NASA free flyer technology demonstration project for autonomous robotic inspection that launched in the summer of 2019 aboard the Cygnus spacecraft for Northrop Grumman’s 11th contracted Commercial Resupply Services mission to the International Space Station (ISS) (Figure 1).¹ With the time crunch of approximately one year from project kickoff to integration for launch, NASA needed a technology that could quickly manufacture highly optimized propulsion components as part of a series of rapid integrated system design cycles. Below you will learn how TTH enabled the NASA team to successfully pursue agile development for space hardware and how the Carbon Digital Light Synthesis™ (Carbon DLS™) process + Cyanate Ester 221 3D printing material was validated as a viable production solution for their nimble venture into new robotics.
Seeker: NASA’S Latest Investment in Inspection Free-Flyer Technology
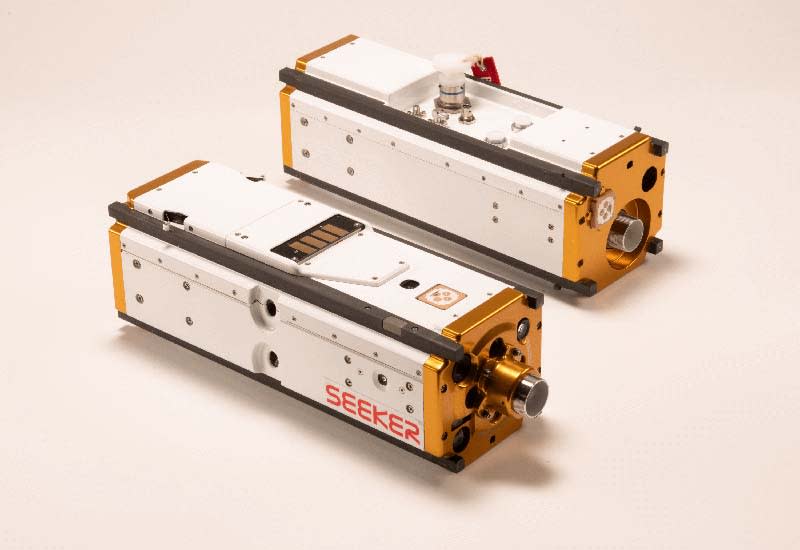
Seeker, an external free flying robotic inspector, is a new type of robot. Seeker is a 3U CubeSat and approximately the size of a loaf of bread. The NASA team chose an iterative design cycle approach to rapidly build and demonstrate an incrementally more capable spacecraft in a series of test flights. The launch is the first demonstration flight of the Seeker vehicle. To maneuver in orbit, Seeker contains a cold-gas propulsion system containing 12, 0.1N thrusters, and a Guidance Navigation and Control (GN&C) system, based around a visual navigation system that uses a convoluted neural network. The system operates based on a wide field camera for visual navigation and contains a narrow field camera for detailed inspection. (Figure 2). ²
Enabling Agile Development for Space Hardware
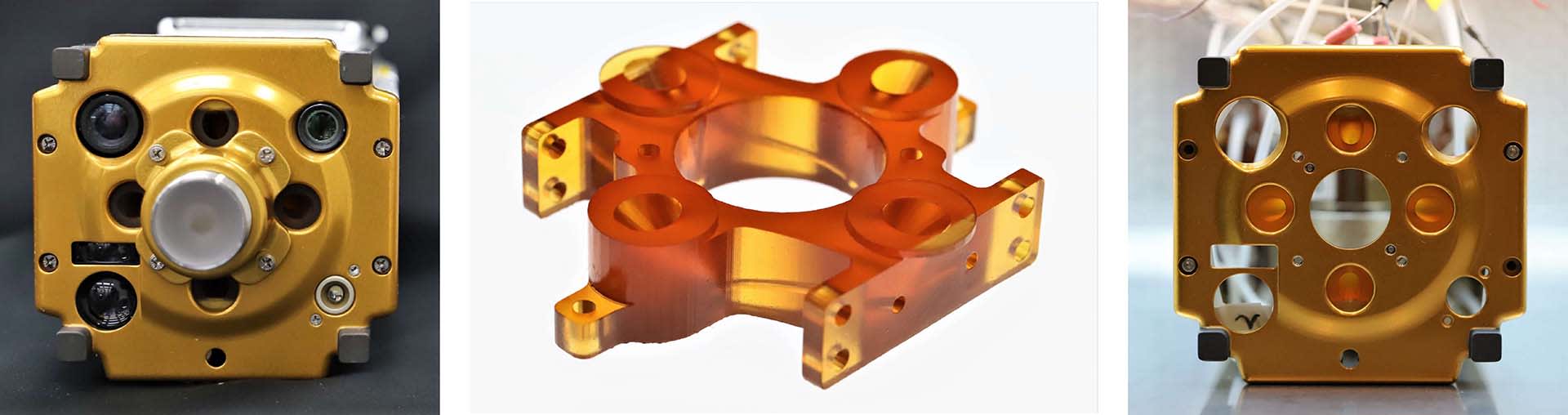
Within the Seeker vehicle, one ‘face’ of the vehicle contains a plethora of instrumentation needed for the Seeker GN&C system to operate including an Inertial Measurement Unit (IMU), laser rangefinder (LRF), four sun sensors, two cameras, and a communication antenna. On this same face, approximately 10 cm x 10 cm in area, four small rocket thrusters needed to be integrated to allow the spacecraft to maneuver. The Seeker team faced the challenge of developing an effective cold gas thruster system in this highly constrained volume that could integrate several critical components, including four separate cold gas jets, gas tubing and fittings, integrated bracketing to hold the assembly, and design accommodation for all other sensors in close proximity (Figure 3). ²
The team knew they would need a lightweight material they could build, test, and iterate quickly with to resolve these challenges as the system design matured. Using traditional machining or tooling manufacturing methods would not allow them to produce a small enough part with the necessary complex holes and passages required for his highly accurate cold-gas propulsion system. The iterative nature of the Carbon DLS process paired with its end-use level part quality proved an ideal production solution for this high-performance thruster. NASA was able to undergo over 10 design iterations and produce a complex integrated component that required no post machining, and ultimately reduce their time to certification.
3D Printing Materials for High-Performance Parts
New technology and materials for components that are pressurized around ground operators and in orbit are subject to a long certification process at NASA. These components are evaluated against stringent design and construction standards, which often have a high barrier to entry, particularly for novel materials or manufacturing methods.
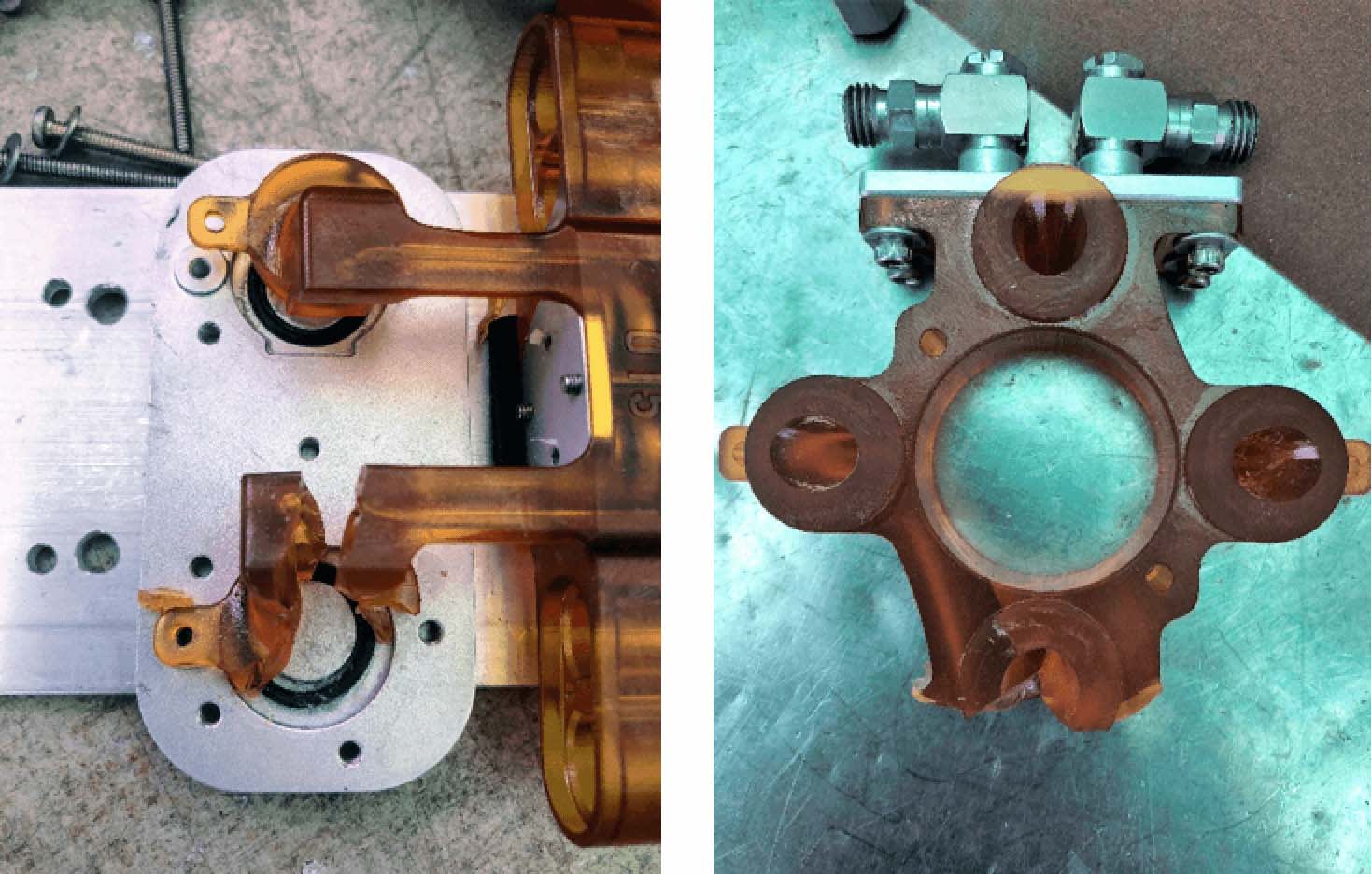
Prior to Seeker, no 3D-printed pressurized plastic components had been certified by NASA for ground and flight use around operators. When Cyanate Ester (Carbon CE 221) was suggested, there was skepticism among some at NASA that any non-metallic material could meet NASA’s requirements. To address these issues, the Seeker team set out on an extensive development and qualification test schedule to understand the capability of the components, and test methods to screen for process variations. As part of this development program, the team pressurized over 100 articles to failure, improving structural design and sealing interfaces (Figure 4).
Accurate and Repeatable Production Process
As TTH fabricated the manifolds, they noticed some variability in the parts. TTH worked with NASA to add design elements to improve accuracy and printability while maintaining the functionality of the part. Given the need for predictable mechanical properties and part performance, TTH reviewed and tuned their post-processing and cure time. With an established, repeatable process, they were able to effectively control process variation to hit critical tolerances of the extremely small throat dimensions (0.026 inch) of the part.
Ultimately the approach worked, with the Carbon CE 221 material meeting all of the required safety and performance requirements of the project, and the parts being validated for flight use.
“Other plastics used in additive manufacturing wouldn’t be able to hold up to everything you’re going to get through this whole process. It has to hold up to being pressurized, to the cold of space, to the heat from the sun…really it was the high-temperature Carbon CE 221 material that drove this. It was the whole reason that NASA was able to produce this on an additive technology.” Greg CebularVice President of Sales at The Technology House (TTH)
Validated, Nimble, Cost-Effective: Ready for Launch
Having true design flexibility throughout the production process with TTH helped NASA speed up their turnaround time and demonstrate the success of agile space hardware development. This greatly improved their ability to build, test, and iterate quickly, enabling them to go from idea to project start to launch in a little over a year, an unheard of timeline for NASA spacecraft! NASA also executed the whole program for under $3 million, making it an extremely efficient program. ²
With the Carbon DLS process, TTH could support NASA with on-demand production capabilities that were not only proved as a repeatable production process meeting NASA’s strict mechanical requirements, but also as one whose materials can be validated for high-performance, space-bound parts. TTH’s work demonstrated that by building parts using the Carbon DLS process, NASA can develop a spacecraft like Seeker in a fast, cost-effective manner with new technologies and plastic materials.
Are you interested in utilizing additive technology for high-performance applications and accelerating product innovation with durable, proven materials? Reach out to sales@carbon3d.com for more information.
¹ Banker, Brian. “Q&A: Seek(Er) and NASA Shall Find.” NASA’s Johnson Space Center, JSC Custom Applications, 23 Oct. 2019, roundupreads.jsc.nasa.gov/pages.ashx/991/QA%20Seeker%20and%20NASA%20shall%20find
² Pedrotty, Samuel, et al. Seeker Free-Flying Inspector GNC System Overview. NASA, 2019, Seeker Free-Flying Inspector GNC System Overview, ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/20190000668.pdf.