
Hypsole’s Cleat Guard Dream Gets to Production Faster with Carbon

Hypsole was founded to fill a gap in the market for a product that athletes have craved. The concept was born from founder Jes Christian’s own experiences as a Division I track athlete and the lack of a solution for protecting spikes after leaving the track or field. While Christian’s athletic background was primarily in track, she saw a larger and more feasible opportunity to address this issue first with cleat sports like American football and soccer. Without protection, other surfaces can damage or wear down the studs on the bottom of the cleat. Hypsole’s cleat guards provide the functionality of protecting those studs while prioritizing aesthetics, a challenging feat given the variety in cleat designs. The goal is to create a product athletes want to wear, focusing on function and design appeal.
That attention to design required creativity from Hypsole because they needed a design that would look like it was meant to go along with thousands of different cleat SKUs. For this product to gain traction, Christian knew it needed to be something people wanted to wear, in addition to its primary functional purpose.
Design Requirements
- Be able to withstand the normal wear and tear that would otherwise directly impact either an athlete’s cleats or the surfaces that those cleats might come into contact with while walking around off-field.
- Blend seamlessly with thousands of different cleat models while also maintaining an aesthetic that meets the standards of today’s athletes and what they want to wear.
- Be easier to put on and take off than an athlete’s cleats (especially with high-top styles or cleats that have been taped).
- Provide a degree of traction comparable to a standard sneaker and far greater than an athlete would have in cleats on harder surfaces (no numerical measurements were taken for this; traction was assessed through wear testing the product under different conditions and on different surfaces).
A Tale of Two Manufacturing Methods: Traditional and Additive
Hypsole started by trying traditional, injection molding production options, but they experienced several product quality issues stemming from injection mold surfaces interacting with the material and causing various degrees of warpage. The cleat guards are uniquely shaped, and the more unique curvatures and wall thicknesses a part has, the harder it is to eject it from a mold.
Hypsole needed to find a production method that could ultimately support higher volumes and consistent quality. They started by simplifying the material and design of the product so they could look for the simplest iteration of traditional, injection molded parts. Doing that allowed them to begin looking at a larger pool of injection molders, and targeting molders with more centralized operations and higher quality standards, which would reduce the room for error.
“I wanted the process to be bulletproof—that is—harder to mess up than to get right. I wanted it to work similarly to how I trained as an athlete, and to be so good that even the worst outcome was a decent one.”
Jes Christian Founder – Hypsole
While Hypsole researched new molding manufacturers, one also provided a 3D printing service that was described as suitable for mass production of market-grade products. This service used Carbon Digital Light Synthesis™ (Carbon DLS™) technology, which supported high volumes at consistent quality using 3D printing. Some of the biggest brand names in sports have used this process and proved it could work.
With Carbon DLS, there is no mold, and parts can be self-supporting, so there were very few things coming into contact with the guards to warp them out of the desired shape or to damage the guard surfaces. The consistency and texture of and on the part surfaces were also more resistant to damage using Carbon DLS and an elastomeric material than with injection molding.
“We’re making our cleat guards with Carbon because we struggled to find success manufacturing the guards using traditional injection molding methods. Injection molding mostly requires that you have a finished product design prior to production of a product’s custom molds, which really runs counter to the needs of new product (and certainly new category) development.” Jes Christian Founder – Hypsole
The Carbon Advantage
The Ease of Design Development with Carbon
When Hypsole’s engineers were designing for traditional manufacturing, they needed to consult with a molding entity, a tooling entity, and often even other service providers. After switching to additive manufacturing with Carbon, Hypsole’s team only needed to consult Carbon’s team. This allowed them to simply go back and forth making design changes, sending the updated designs to the printer, shipping those samples out for assessment and testing, and then reconvening for feedback and modifications. Both teams were small and dynamic, so responses and changes were quick and never overly complicated.
“In addition to DLS making things much easier, working with the team at Carbon alongside of our engineers was one of the best experiences that we’ve had working with any external team before. There was a fundamental mindset-shift towards solving new problems and finding new applications for DLS that I could see was present with Carbon before we reached out and have experienced throughout our time collaborating with them. They were curious and excited about how their technology could transform a product like ours, and so were we.” Jes Christian Founder – Hypsole
Designing the button and strap for the cleat guards was challenging due to the need for adjustability, minimal impact on aesthetics, and proper attachment that leveraged directional forces from an athlete’s stride. After multiple iterations, they achieved a design that worked well across various cleats, maintained a secure grip, and was easy for athletes to use.
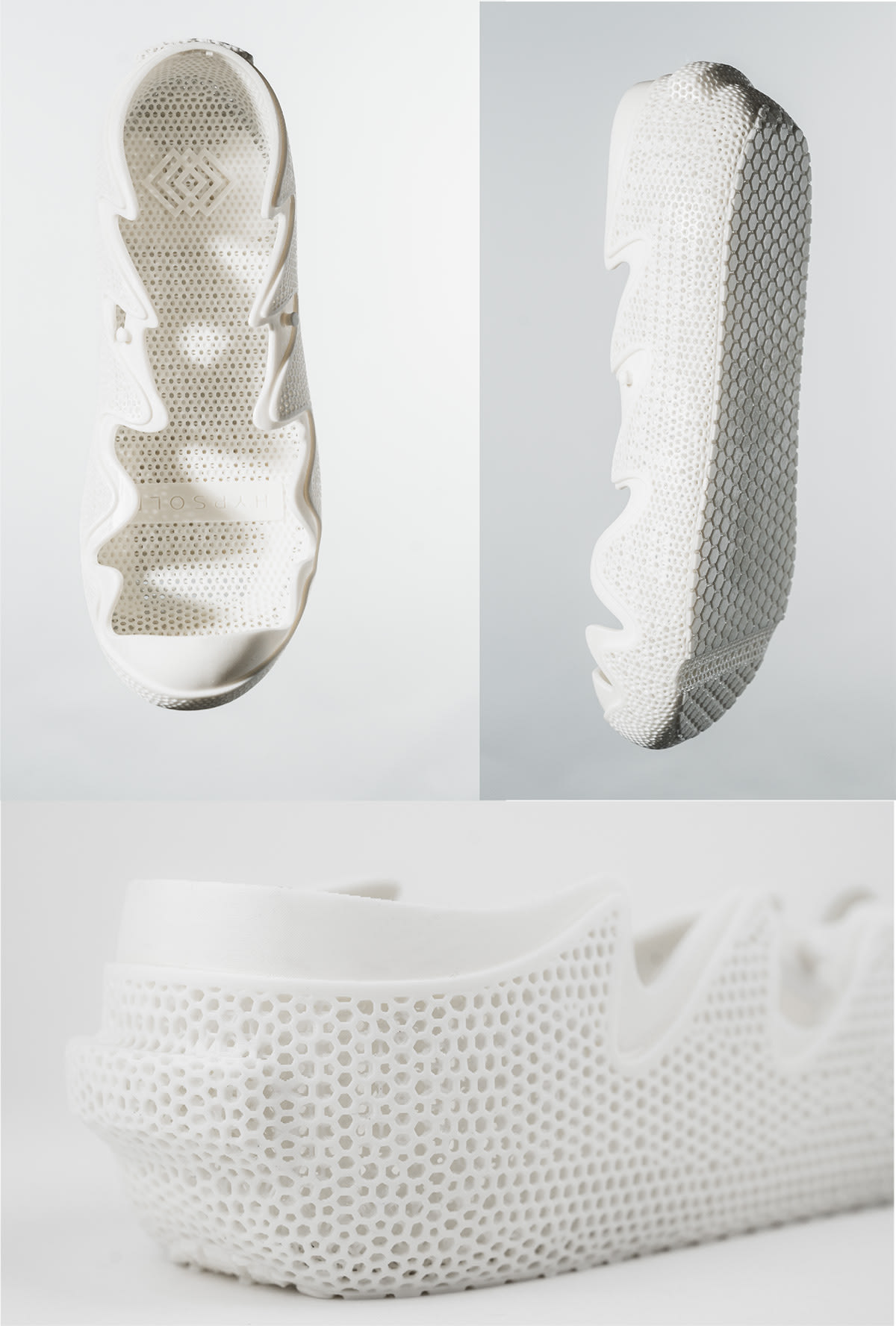
The heel notch was added to allow an athlete to easily remove the guards by stepping on the heel. Hypsole was concerned that using the latticed design for the body of the cleat guard would weaken the heel notch, but for both the heel notch and the buttons, the latticed EPU 44/EPU 46 material proved incredibly strong while still maintaining give and flexibility.
The toe curvature of the cleat guard was initially removed to simplify 3D printing, but after testing, it was reintroduced to improve aesthetics and maintain functionality. The updated design keeps the curvature without needing excessive supports, allowing the cleat guard to fit different cleat heights and maintain a secure grip.
Flexibility of Iterative Design and Testing
To even attempt to produce these cleat guards using injection molding, a tooling investment is required that can vary from the mid-4-figures to the mid-5-figures for just one mold (and of course Hypsole needs one for each cleat guard size) depending on the material and style of the mold. All in, Hypsole was often looking at a 6-figure financial commitment for the production of molds before they could even see the quality of the completed mold, or of the product that would come off a mold. With Carbon DLS, that significant expense can be avoided altogether.
Carbon’s platform allowed for rapid design iterations, which made it easy to modify a standard CAD design for 3D printing. While the original design was complete to the point of being able to have samples made, the model was stripped back to its most basic form so that it could be fully optimized for 3D printing. This was a significant process, and having the ability to produce a model, receive fast and accurate prints, discuss the knowledgeable and actionable feedback provided by Carbon, and then update the model for the next round of test prints, was invaluable in producing a functional and aesthetically pleasing product. Carbon’s platform allowed what could have been a lengthy process to be condensed without sacrificing product quality.

The print optimization methods that Carbon uses were also incredibly helpful throughout the design process.
“The optimizations and changes made by our engineers were only part of the design for additive manufacturing (DfAM) process. There are always additional improvements to be made by the 3D printing supplier that can optimize the design in ways that reduce cost, weight, and print time, while maximizing printability.
The latticing, flattening, and scaling tools that were built into Carbon’s platform were all used to optimize this guard model design for printability while maintaining aesthetics and functionality.” Jes Christian Founder – Hypsole
Same Properties from Prototype to Production
An additional benefit of Carbon’s platform is its ability to be used for both prototyping and production. This allowed the production design to be sampled, tested, and modified, knowing that the same materials (EPU 44/EPU 46) would be used for production, so the results of the tests would be the same results found when testing or using the final product. Carbon’s platform proved to be excellent both for prototyping and production while maintaining a reasonable cost for both processes.
Design to Production in 12 Months
It took Hypsole approximately 12 months to go from the first design kick-off meeting to the production of parts using Carbon DLS. Even with the usual process of working through iterations of the product and adapting a non-3D-native part for 3D printing, the entire process was significantly easier than it had been with injection molding.
Trying to do the same thing using injection molding would have taken closer to 18 months. It also would have been much harder to achieve successfully because of challenges like the rigidity of the manufacturing process (molds can’t be easily changed), the time it would have taken to produce the molds, the number of molds required for this product in different sizes, and the complexity of the product design, translating to complexity in the mold design.
“Because the end-to-end process of traditional injection molding just generally takes a long time relative to additive manufacturing, a number of the entities within the molding space work at a pace that slows to fit those longer time frames, which means that making changes to products and tooling design can take longer than necessary. The Carbon team is built around a technology that can produce products that are designed as quickly as that same day. That kind of technological capability fundamentally changes the way that the people who truly embrace it think. There’s a much more entrepreneurial, build-it-from-scratch mindset that says, ‘Of course, it may take some iterating, but ultimately it really can be as simple as design and print.’ I have a tendency to question why things need to be done one way, and whether they can be done differently. That kind of thinking was what led me to create Hypsole and is really hard to find— especially within an entire organization—but it’s built into Carbon’s DNA.” Jes Christian Founder – Hypsole
