
Improving RPU 70 Mechanical Properties by Changing Resin-Mix Ratio
Introduction
At Carbon we take pride in the reliability and robustness of the Carbon Digital Light Synthesis™ (Carbon DLS™) 3D printing process, which enables the seamless development of functional parts from early-stage prototyping to end-use production. Every day, our team works to not only design new products, but also to improve and strengthen our existing portfolio. After extensive testing and validation, we work to generalize our findings and communicate them to our community. Here, we share a new way to optimize the mechanical properties of RPU 70 by modifying the A:B mass ratio.
Problem Statement
The A:B mass ratio for RPU 70 is 10.5:1, based on a cartridgeable A:B volume ratio of 10:1. However, customers may desire a different balance of mechanical properties that better matches their application’s needs. With the availability of bulk-packaged resin, meter mix dispensers, and centrifugal mixers, new mass ratios and their corresponding mechanical properties can be explored.
Benefits
Mechanical Properties
The mechanical properties of the final parts largely depend on the chemical reactions between Part A and Part B. The following table shows that using less Part B, in the range of 20–30 percent, will increase yield strength, modulus, elongation at break, and/or notched Izod impact strength (tensile properties measured on ASTM D638 Type V dogbones). Tg is largely unaffected in the range of Part B variation tested.
| A:B Mass Ratio | Part B Change | 25C Viscosity (cP) | Yield Strength (MPa | Modulus (MPa) | Elongation at Break (%) | Notched Izod impact strength (J/m) | Tg (C) |
|---|---|---|---|---|---|---|---|
| 8.7:1 | +20% part B | 1,840 | 31.7 | 1,240 | 119 | 10.0 | 112 |
| 10.5:1 | Nominal | 1920 | 37.4 | 1,450 | 106 | 15.8 | 110 |
| 13.1:1 | -20% part B | 2,210 | 42.5 | 1,610 | 106 | 20.9 | 111 |
| 15.0:1 | -30% part B | 2,360 | 38.4 | 1,470 | 93 | 22.8 | 110 |
| 17.5:1 | -40% part B | 2,275 | 42.5 | 1,570 | 84 | 22.5 | 112 |
Table 1: Tensile properties measured on ASTM D638 Type V dogbones. Results based on one lot of RPU 70; trends are expected to hold with different lots of RPU 70 with different nominal values.
Mechanical Properties vs. % change from nominal Part B

When testing ISO 527 Type I dogbones, 20 percent less Part B increases yield strength and modulus without changing elongation at break (Table 2).
| A:B Mass Ratio | Description | Yield Strength (MPa) | Modulus (MPa) | Elongation at break (%) |
|---|---|---|---|---|
| 10.5:1 | Nominal | 40.1 | 1,680 | 42 |
| 13.1:1 | -20% part B | 43.9 | 1,790 | 48 |
Table 2: Tensile properties measured on ISO 527 Type I dogbones. Results based on one lot of RPU 70.
Shrinkage
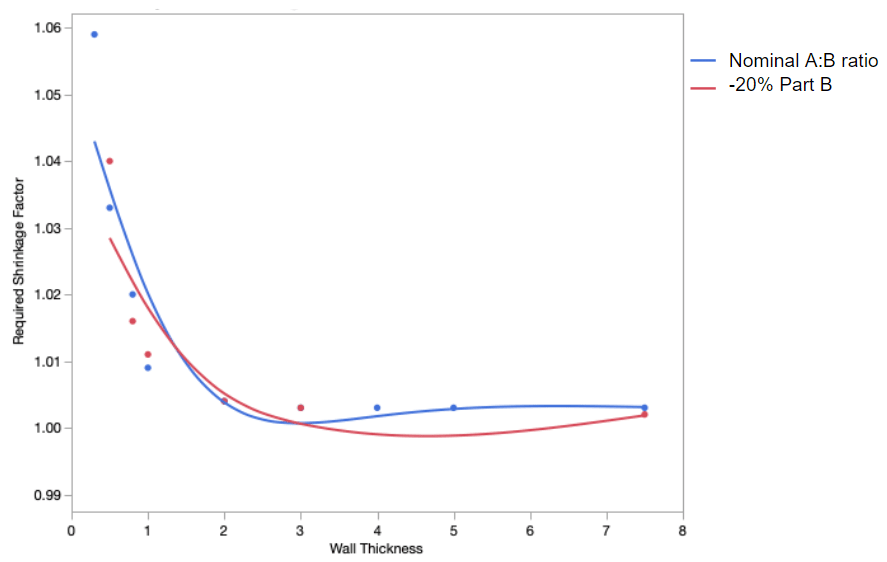
The shrinkage is also improved with 20% less part B (red line) compared to the nominal A:B ratio (blue line) (Figure 2).
Required Shrinkage Factor vs. Wall Thickness
Limitations
Increased Viscosity
Modifying the Part B amount in the range tested can change the A+B mixed viscosity by approximately 20 percent. However, this is not expected to affect the print time or printability.
Print Accuracy
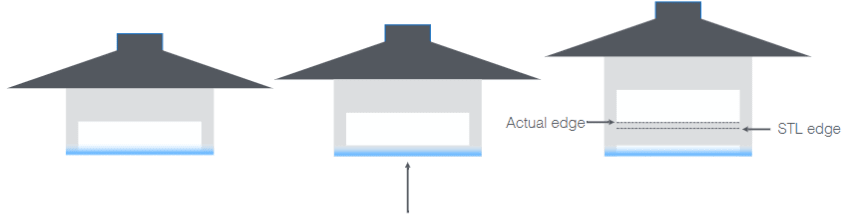
The accuracy of the printed parts can change when using different A:B mass ratios. Reduced Part B results in less curethru and overcure. A positive curethru value indicates that the part is too large in the z-direction, and a negative curethru value indicates that the part is too small in the z-direction (Figure 3). A positive overcure value indicates that the part is too large in the xy-plane, and a negative overcure value indicates that the part is too small in the xy-plane (Figure 4).
| A:B Mass Ratio | Description | Curethru (µm) | Overcure (µm) |
|---|---|---|---|
| 8.7:1 | +20% part B | 3 | 7 |
| 10.5:1 | Nominal | -15 | -3 |
| 13.1:1 | -20% part B | -35 | -14 |
| 15.0:1 | -30% part B | -42 | -20 |
| 17.5:1 | -40% part B | -48 | -24 |
Table 3: Accuracy of baked RPU 70. Parts printed with curethru correction. Results based on one lot of RPU 70.
Some light goes through part and exposes extra material at edge
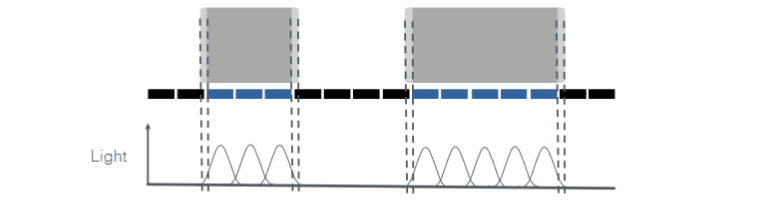
As pixels turn on, some light escapes and cures more material than intended.
Extra curing is a constant offset that is resin dependent and not feature size dependent.
Residual Hazardous Chemicals
GC/MS analysis showed that changing the A:B mass ratio by up to 30 percent less part B did not affect the chemical reaction such that residual hazardous chemicals remain in the parts after baking; however, ratios with less part B were not investigated.
Options
When purchasing RPU 70 in bulk packaging, we recommend the Meter Mix PAR 3CM for meter mix dispensing or the Kakuhunter SK300II or SK1100T for centrifugal mixing. Other mixing solutions are also available.
Conclusion
Mixing bulk-packaged RPU 70 with 20 to 30 percent less part B can increase Type V yield strength, modulus, and elongation at break, Type I yield strength and modulus, and/or notched Izod impact strength without affecting Type I elongation at break and glass transition temperature. Customers should be aware of a higher mixed resin viscosity and less curethru, which may affect printing and printed parts.
3D as It’s Meant to Be
Interested in utilizing Carbon to accelerate product development? Reach out to us at sales@carbon3d.com to learn more!