
Print Success: Improving Carbon’s Platform
Can you imagine if your cell phone from 2016 worked better now in 2023 than it did when you bought it? If it took better pictures, loaded apps faster, included more features, or crashed less? It’s unimaginable. In fact, there are few physical pieces of technology that improve over time. Usually, after a few years, a phone gets sluggish and buggy until finally we replace it. Contrary to this common tale of technology, Carbon has improved the quality of parts coming out of the same M1 printers it made in 2016 because we continue to upgrade our subscribers’ printers.
Parts printed on the original M1 printers have a higher percentage of “Print Success” now than parts printed on the exact same printer seven years ago. “Print Success” simply means the customer prints a part that successfully meets their requirements. All the physical and functional characteristics of the part including part dimensions, mechanical properties, and surface finish are within the customer’s specifications. These improvements are possible due to the Carbon Digital Light Synthesis™ (Carbon DLS™) platform and the dedication of the team at Carbon.
The Promises and Constraints of AM and Carbon DLS
The promise of additive manufacturing (AM) is immense. Mass customization coupled with shorter product design cycles has led to significant growth in the industry over the last 30 years. Founded in 2013, Carbon has brought unique materials, processes, hardware, and part design capabilities to AM with plastics. The Carbon DLS platform has delivered the first production-scale AM footwear, football helmet pads, and automotive components: applications that just scratch the surface of what is possible with AM.
For the technology to flourish, a few fundamental constraints of Carbon DLS needed to be overcome. These include the following:
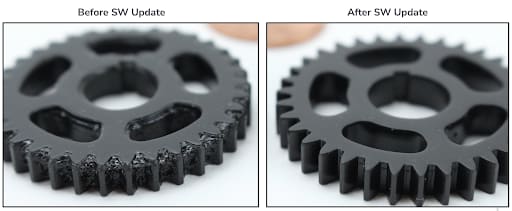
- Carbon’s dual-cure resins deliver the highest mechanical performance in plastic AM. However, these resins have high viscosity and can have reduced green strength during printing, which increases the risk of print defects.
- Carbon’s simple printer design with only up and down motion delivers the fastest possible print times. However, this reduces the degrees of freedom available during printing and can increase the risk of print defects.
- Following the print, dual-cure green parts need to be cleaned and thermally cured. For solvent-washed parts and during the thermal cure itself, resin components can evaporate from part surfaces, leading to final part shrinkage and warpage.
- Finally, in production, a multitude of variation sources exist that must be addressed and controlled to make repeatable parts at scale. These include printer-to-printer hardware variations, resin lot-to-lot variations, and post-processing variations.
Software Upgrades Improve Part Success
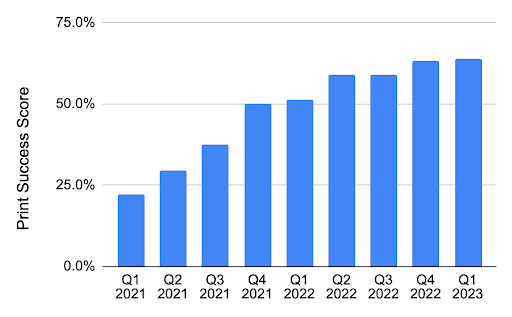
To address these challenges, Carbon adopted multiple strategies to improve the likelihood that a part is printed successfully. These include hardware and materials improvements, but the most significant has been Carbon’s over-the-air software upgrades included with the printer subscription. Since the launch of the M1 printer in 2016, Carbon has released 45 software upgrades to its fleet of printers and part washers. The likelihood of getting an acceptable part has increased dramatically over this period. We refer to this likelihood as “Print Success,” and it includes the combined success of prepping the print, the print process itself, and post-processing. An error at any of these steps can render the part unacceptable.
In the years following the launch of Carbon’s first printers, we focused on developing high-volume production campaigns in consumer lattice (for example, with adidas and Riddell), printing models used to manufacture clear aligners, and common applications printed by dental labs. Then in 2020, Carbon made a more concerted effort to improve print success generally, and in the last three years we have made significant improvements. And we’re not done yet.
Thirty-five individual improvements have been made since developing the scoring system, all of which directly translate to improvements in the final parts. Three improvements are described in the following sections, all of which were released via software updates.
Controlling for Temperature
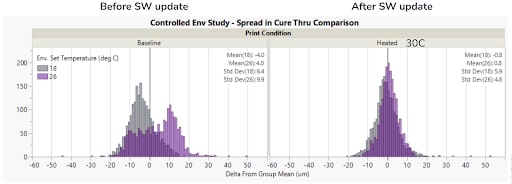
The photopolymerization process is sensitive to temperature during cure. In general, greater cure occurs at a higher temperature compared to a lower temperature. Depending on the room temperature in a production facility, cure can be affected, albeit at a minor level. However, these minor changes contribute to the stack-up of dimensional variation that can affect, for example, the dental model and die fit or the terminal size on an electrical connector. The M3, M3 Max, and L1 printers have direct infrared heating capabilities, and heating to a mild level of 30℃ was implemented via software update. This significantly tightened the distributions of part sizes on a test part with many small features.
Controlling for Light
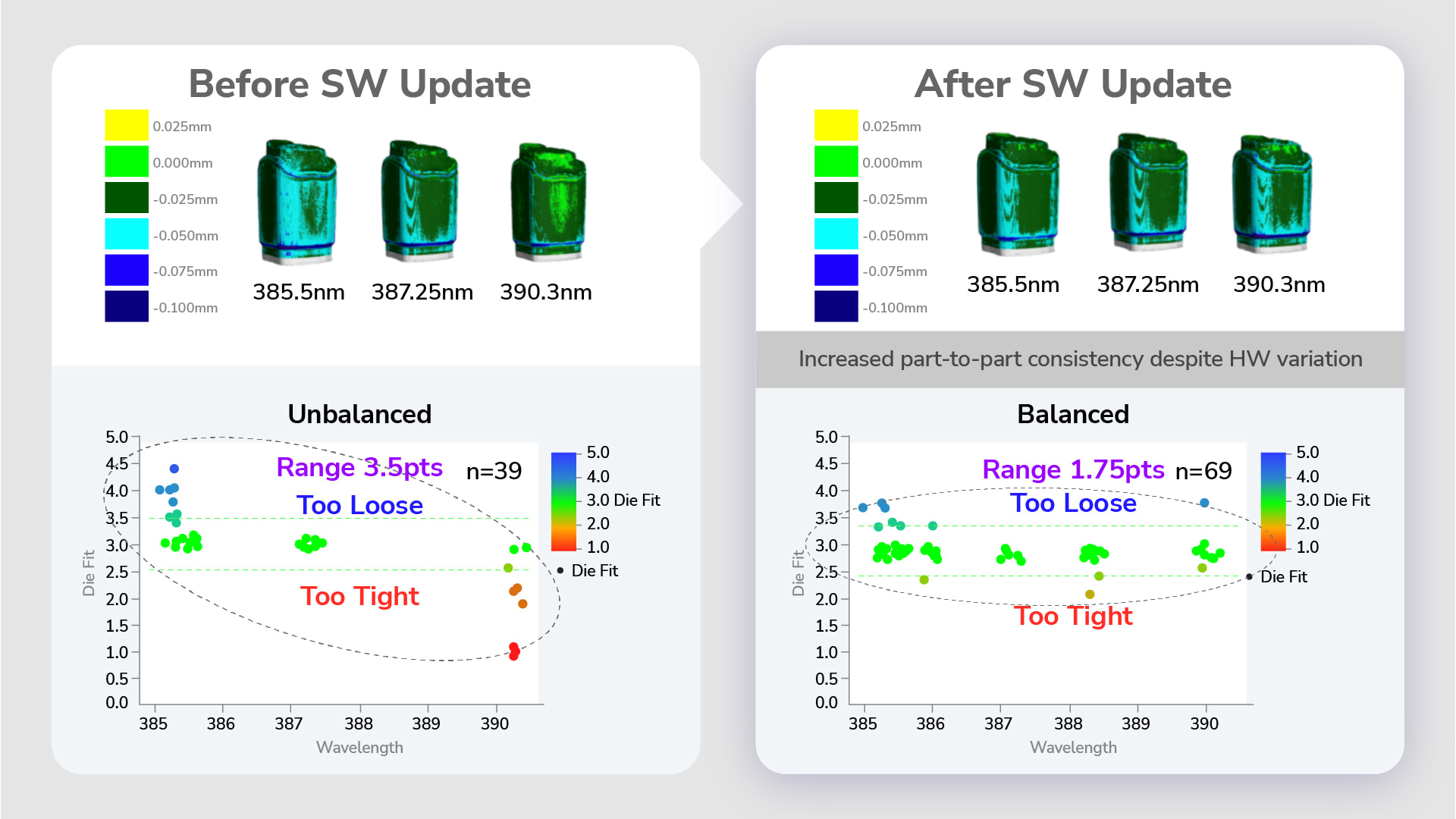
Another example of reducing variation is compensation for printer peak light wavelength. Each Carbon printer contains a light source that is used to cure the resin. Even though the emission peak wavelengths of these light sources across the entire fleet of Carbon printers are held to the range of a few nanometers, the absorption characteristics of resins still vary enough to affect part dimensions by 10–20 µm. This is negligible in many applications, but for dental models and die, the die fit is extremely sensitive to dimensional changes. A die can be perceived as “too loose” or “too tight” with only slight dimensional change (as seen following from careful X-ray CT scan data). Launched via a software update to Carbon printers, compensation for printer peak wavelength reduces variation, so consistent die fit is observed across a customer’s fleet of printers.
Controlling for Print Preparation
A third example of improved print success is in the category of print preparation prior to printing. An erroneous choice of print orientation or print supports can lead to part failure. To assist customers with the choice of print orientation, Carbon developed an auto-orientation feature that builds a weighted function with a series of part geometric factors (listed in the following figure). The algorithm then minimizes these geometric factors to provide the customer with an appropriate choice of print orientation. This feature was also released as part of a software update.
Parts that didn’t come out quite right seven years ago will likely print in spec now thanks to the efforts described here and a host of other efforts that have been pushed out via software updates to subscribing customers as part of the Carbon subscription agreement. Carbon has been and will remain on a mission to improve print success, and it’s the subscribers who benefit the most. This is a huge benefit of a subscription model compared to buying a stagnant printer that could be obsolete in a few years.