
Improving Accuracy via UV Post-Cure
Resin of interest: EPX 82, RPU 70 & RPU 130
UV Post-Cure Units: PCU90, Dymax ECE 5000
Introduction
At Carbon we take pride in the reliability and precision of the Carbon Digital Light Synthesis™ (Carbon DLS™) 3D printing process, which enables the seamless development of functional parts from early-stage prototyping to end-use production. Every now and then our customers approach us with ambitious projects that push beyond the design guidelines attainable in our default workflow. We welcome such challenges and use them as an opportunity to continually improve our platform. After troubleshooting specific issues with our customers, we work to generalize our findings and communicate them to our community. Here we introduce UV post-cure as a solution to minimize warpage in certain challenging geometries for our rigid resins.
Problem Statement
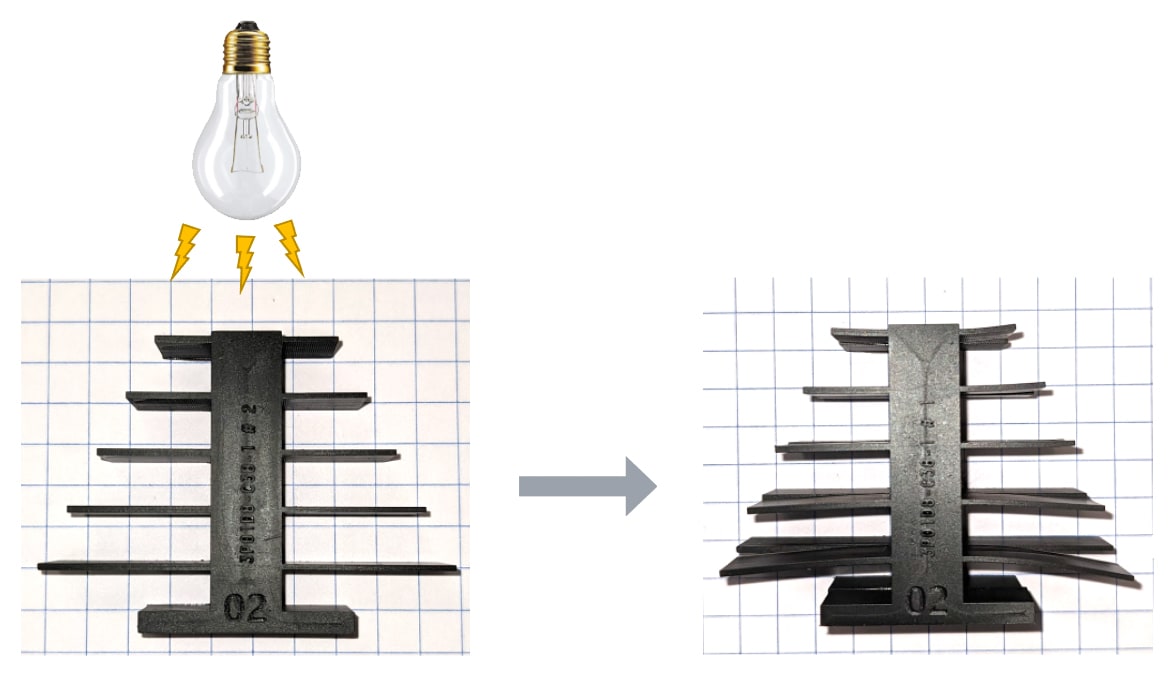
Parts with a wide range of thicknesses and unsupported overhangs may occasionally suffer from warpage due to irreversible deformation during thermal cure. This baked-induced inaccuracy typically originates from (1) differential shrinkage between thinner and thicker walls of parts and (2) parts softening at elevated temperatures. UV post-cure can potentially address these issues by (1) reducing mass loss during baking and (2) increasing green strength.
Benefits
Differential Shrinkage
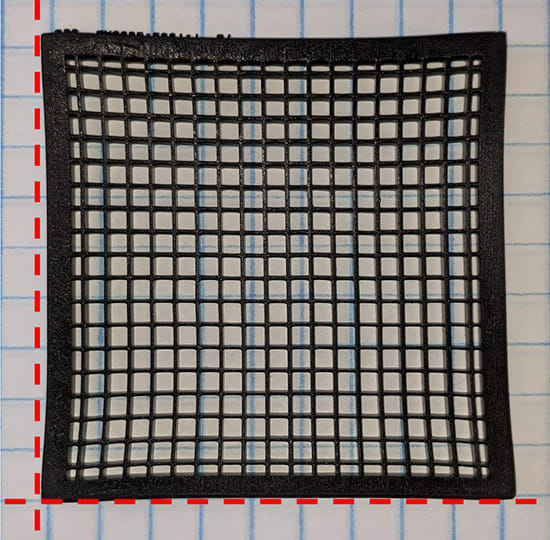
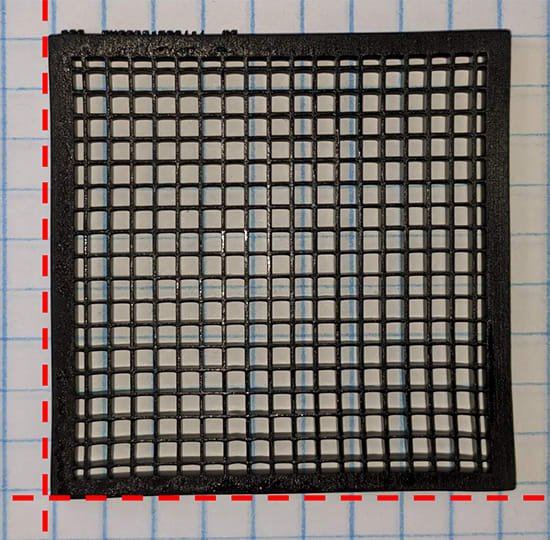
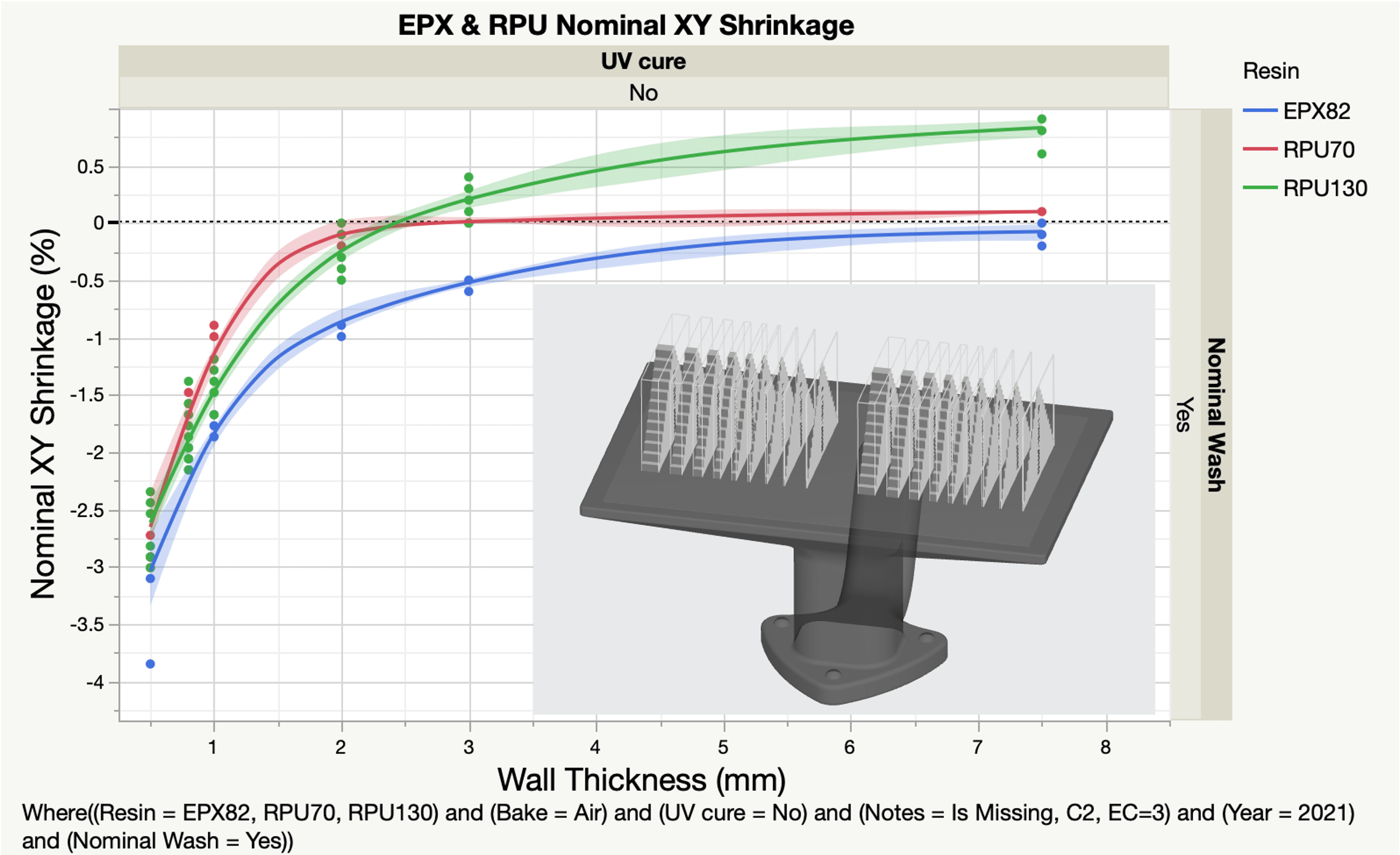
Parts inevitably undergo some shrinkage during baking due to the evaporation of residual diluents in the green state. This can be addressed by applying a scale factor to the file. However when thinner dimensions within a part lose more mass relative to thicker dimensions, parts can warp (such as the grid shown above). Below are the nominal XY shrinkage of conifers printed with different rigid resins between thicknesses 7.5 mm to 0.5 mm. As shown, the shrinkage value of the conifers increases with decreasing thickness across different resin.
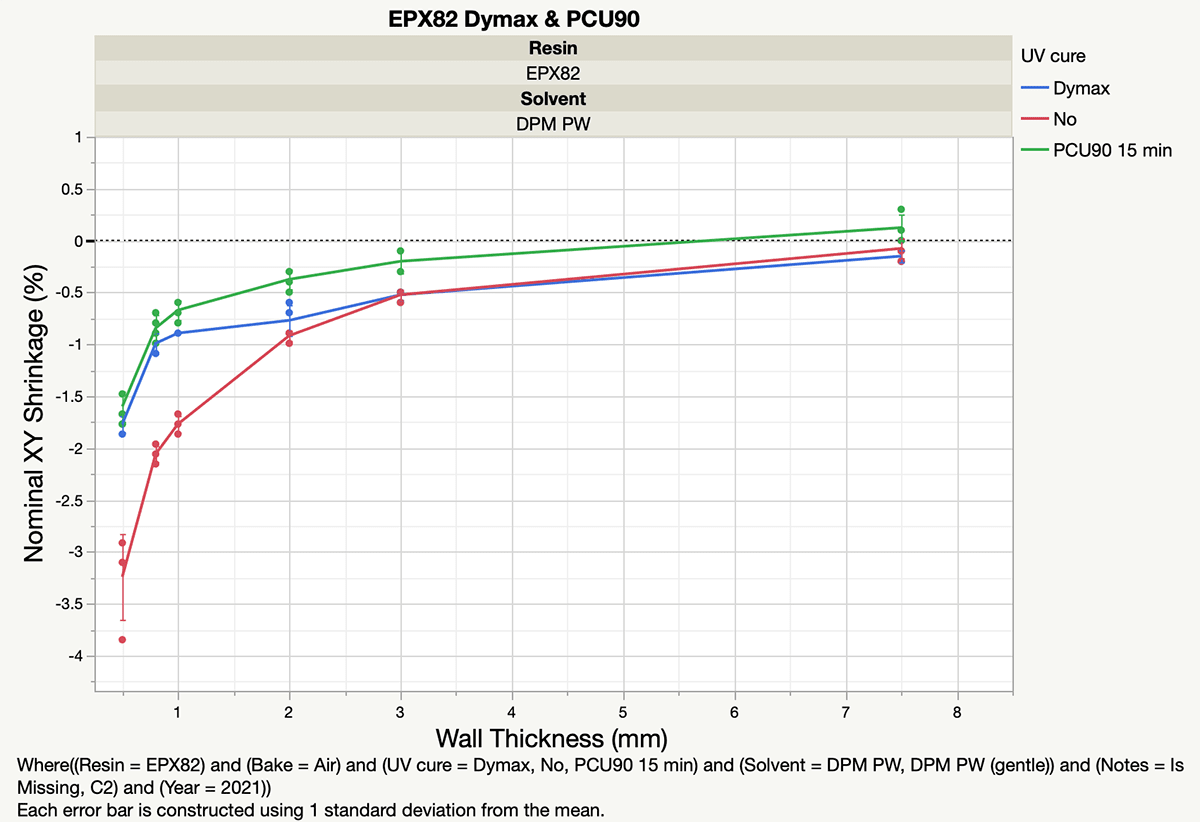
By exposing the conifers to an additional UV step (Dymax for 60 seconds per side / PCU90 for 15 min per side) prior to bake unreacted components rapidly convert and mass loss is minimized during bake. As shown in the plot below, a UV post-cure treatment greatly reduces the shrinkage of thin parts for EPX 82.
The differential shrinkage of a resin is defined as the difference in shrinkage value of a thicker dimension from a thinner one. Here the differential shrinkage between 3.0 mm and 1.0 mm as well as 7.5 mm and 0.8 mm are calculated. As shown below a 20 – 70 % reduction in differential shrinkage is observed after UV post-cure depending on the resin.
| Resin | (3.0 – 1.0) mm | (7.5 – 0.8) mm |
|---|---|---|
| EPX 82 | 1.27% | 2.01% |
| EPX 82 + DYMAX | 0.37% (- 71%) | 0.84% (- 58%) |
| EPX 82 + PCU90 | 0.47% (- 63%) | 0.97% (- 52%) |
| RPU 130 | 1.75% | 2.78% |
| RPU 130 + DYMAX | 1.03% (- 41%) | 1.83% (- 34%) |
| RPU 70 | 1.05% | 1.73% |
| RPU 70 + DYMAX | 0.60% (- 43%) | 0.97% (- 44%) |
| Wall thickness (mm) | EPX 82 | RPU 130 | RPU 70 | ||||
|---|---|---|---|---|---|---|---|
| DPM part washer | + DYMAX | + PCU90 | IPA 4 min | + DYMAX | IPA 4 min | + DYMAX | |
| 7.5 | -0.07% | -0.15% | 0.13% | 0.65% | 0.48% | 0.13% | 0.13% |
| 3 | -0.52% | -0.52% | -0.20% | 0.05% | -0.57% | -0.02% | 0.10% |
| 2 | -0.92% | -0.77% | -0.37% | -0.50% | -1.31% | -0.19% | 0.03% |
| 1 | -1.79% | -0.89% | -0.67% | -1.70% | -1.60% | -1.07% | -0.50% |
| 0.8 | -2.08% | -0.99% | -0.84% | -2.13% | -1.36% | -1.61% | -0.84% |
| 0.5 | -3.01% | -1.77% | -1.60% | -3.10% | -1.26% | -3.06% | -1.19% |
Sag
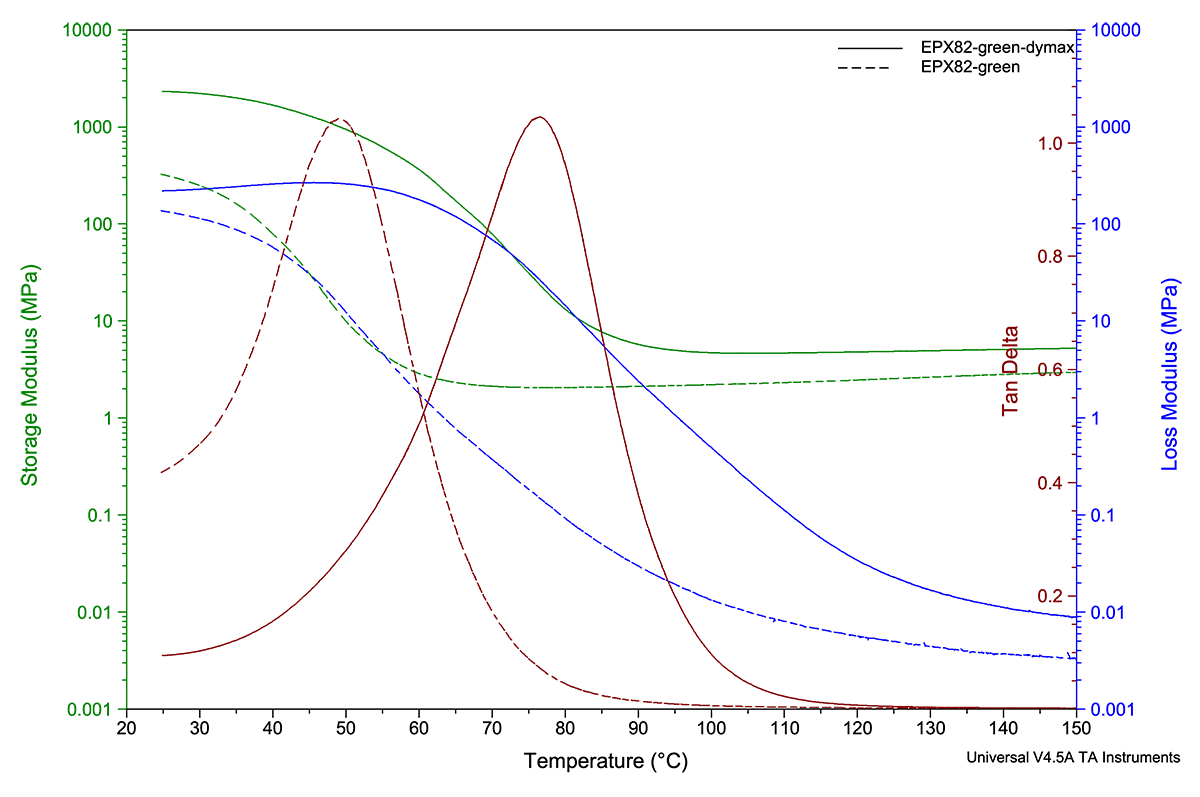
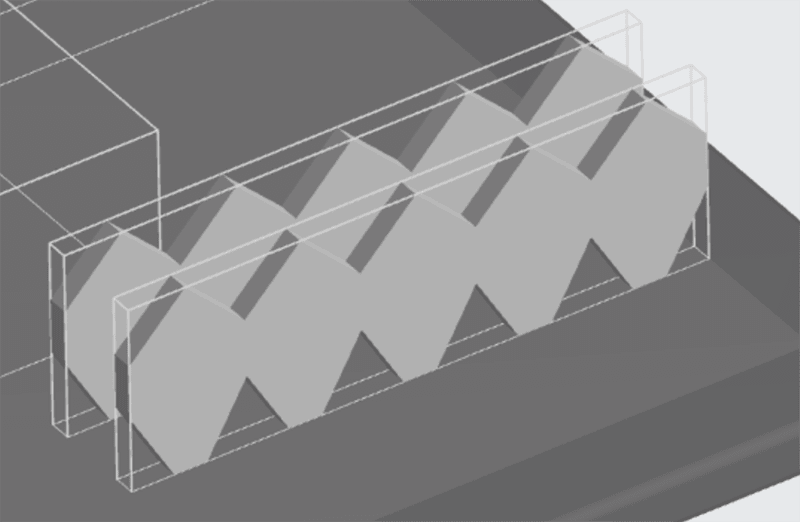
Parts with overhangs are susceptible to sagging when baked above the material’s glass transition temperature (Tg). Due to an increase in polymer chain mobility at elevated temperatures the green strength of a part drops during bake. Once its modulus reaches a point where it can no longer resist gravitational pull, the part sags (see figure below).
UV post-cure enables parts to better resist sag by increasing its green strength. Below shows the DMA temperature sweep of green EPX 82 and EPX 82 after dymax cure for 60 seconds. The Tg and the storage modulus of the green part has increased due to an increase in conversion.
Print Stress Warpage
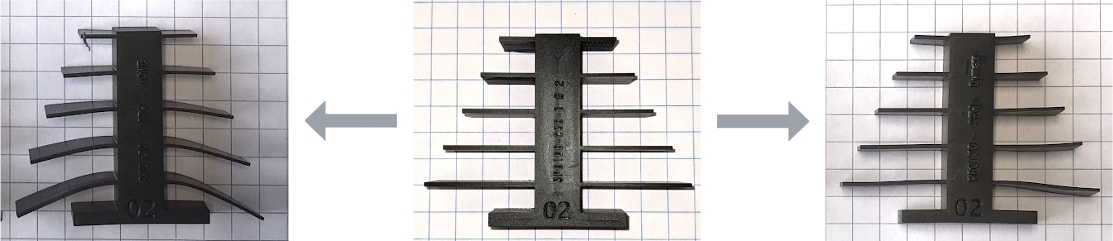
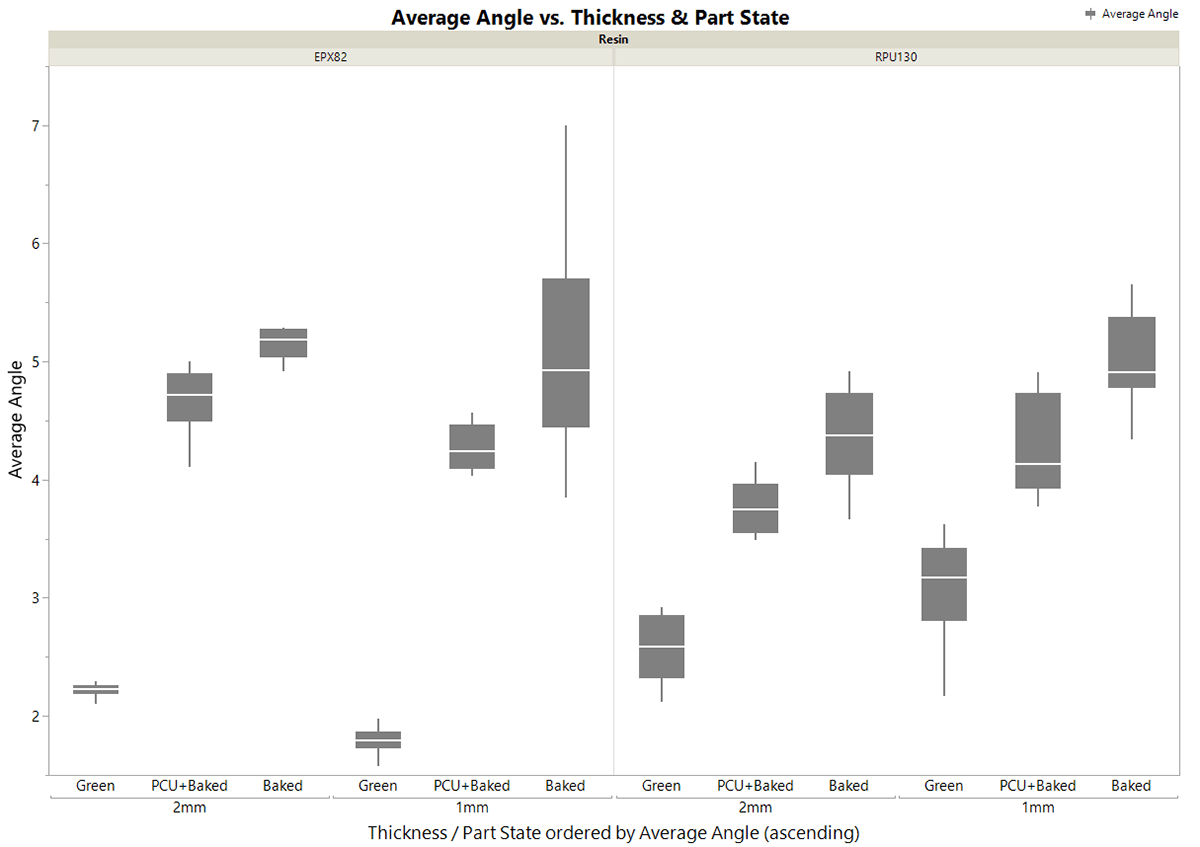
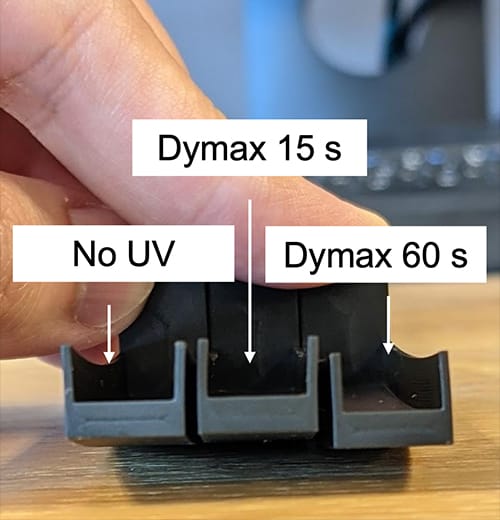
In a similar manner, UV post-cure can help parts resist print stress warpage during bake. Certain dual cure resins experience a release of internal print stresses during baking. The part shown below is used to quantify print stress warpage. Print stress warpage results in a bowing of the part away from the platform, allowing us to measure the angle between edges that should be parallel. The part below was printed with thicknesses of 1 mm and 2 mm, washed in the DPM Smart Part Washer, dried for 2 hrs, and either 1) baked or 2) subjected to an exposure of 15 min on either side in the PCU90 and then baked.
In the two resins examined, EPX 82 and RPU 130, the PCU90 exposure reduced final print stress warpage by 15% in both resins. The results are shown in the graph below. This represents a minor improvement. Please note these reductions are only representative of the sample geometries tested. Print stress warpage mitigation in actual parts may not be fully realized depending on the part geometry and orientation in the PCU90. Further, inaccuracy can be created during the PCU90 due to solvent remaining in the part, temperature gradients, and conversion gradient (please be sure to read the ‘Inaccuracy Created During UV post-cure’ section in Limitations).
Limitations
Inaccuracy Created During UV Post-cure
Elevated Part Temperature
Both the Dymax and PCU90 raise sample temperatures significantly by the end of the exposure. As such, operators should allow samples to cool for several minutes before handling. Final temperature will be dependent on exposure time and sample geometry. A 60 s exposure with the Dymax can heat parts up to 140 C, whereas a 15 min exposure with the PCU90 can heat parts to 80 C. This localized heating can itself lead to warpage as well as sag. As a result, part accuracy can be very sensitive to UV treatment orientation.
Non-Uniformity
Part geometry, surface area, and orientation of the sample during PCU90 and Dymax exposures can lead to non-uniformity of exposure across the part. Depending on sample geometry, the unconstrained surfaces can curve upward during PCU90, as shown in the print stress warpage part below. The exact mechanism of this phenomenon was not extensively studied, but is suspected to be a combination of solvent remaining in the sample before PCU90 exposure, large temperature gradients during exposure (creating a stiffness gradient), and gradients in conversion during exposure.This effect can be mitigated by shortening or splitting up PCU90 exposures, frequent rotation of samples during exposure, or changing the orientation of the sample in the PCU90.

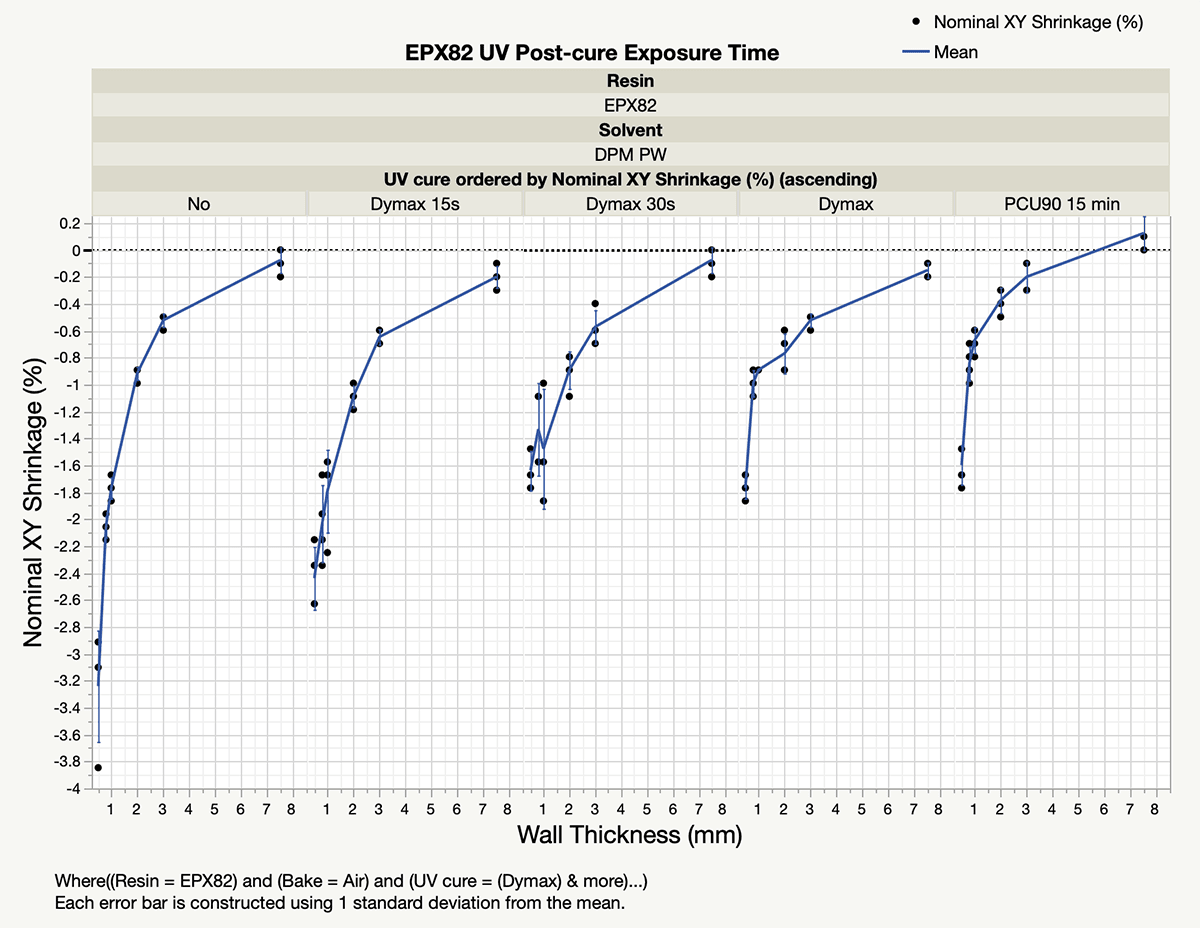
UV Exposure Time
The effectiveness of a UV post-cure treatment is highly sensitive to the exposure time. As shown below some parts do not see clear reduction in warpage until an exposure time of 60 seconds with Dymax. The plot below also shows a clear reduction in mass loss shrinkage with increasing UV exposure time.
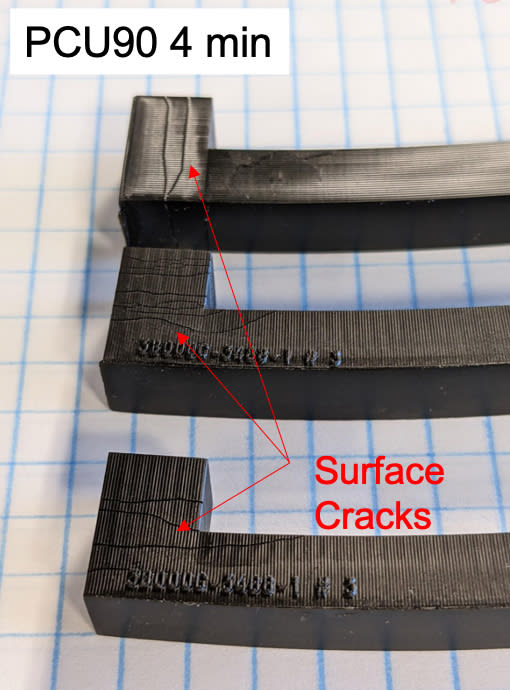
While a lower exposure time can help minimize part temperature during UV post-cure, it can also lead to cracks forming on the surface as shown below for parts cured for 4 minutes with the PCU90. The exact mechanism for this is unclear, but given that these cracks typically form on the surface of thicker parts this could originate from the low optical penetration depth of the treatment. Furthermore, the larger temperature gradient that is formed between the core of the part and the surface as discussed above is certainly more severe for a shorter exposure time.
Potential Part Brittleness
The additional conversion of residual diluents in the parts from UV treatment can impact the mechanical performance of parts depending on the resin. In general a slight decrease in elongation at break as well as impact strength can occur for parts that are Dymaxed for 60 seconds. The values obtained however are still within the range given in the TDS.
| Resin | EPX82 | EPX82 + DYMAX | RPU130 | RPU130 + DYMAX |
|---|---|---|---|---|
| Tensile Properties ASTM 638 Rigid (Type V) | ||||
| Tensile Modulus (MPa) | 3007 | 2873 | 890 | 890 |
| Yield Strength (MPa) | 84 | 87 | 26 | 26 |
| Elongation at Break (%) | 11 | 9 | 135 | 110 |
| Impact Properties | ||||
| Notched Charpy, ISO 179-1/1eA (kJ/m2) | / | / | 9.7 | 9.9 |
| Unnotched Izod, ASTM D256 (J/m) | 529 | 427 | / | / |
| Notched Izod, ASTM D256 (J/m) | 41 | 41 | / | / |
RPU 70 shows slight brittleness after Dymax treatment for standard IPA washed samples. An EAB of 73% is obtained which is below the 100% on the TDS. Wiped samples which have a greater amount of residuals available for conversion during UV post-cure have an even lower EAB of 23%. Operators should therefore be cautious when applying UV treatment to RPU 70 parts.
| Resin | RPU70 | RPU70 + DYMAX | RPU70 | RPU70 + DYMAX |
|---|---|---|---|---|
| Tensile Properties ASTM 638 Rigid (Type V) | (washed) | (washed) | (wiped) | (wiped) |
| Tensile Modulus (MPa) | 1480 | 1670 | 1590 | 1840 |
| Yield Strength (MPa) | 39 | 44 | 39 | 46 |
| Elongation at Break (%) | 120 | 73 | 120 | 23 |
Equipment Options
We recommend the following equipment options for UV post-cure treatments:
- Dymax ECE 5000 (mercury bulb)
- PCU90 (metal halogen bulb)
Conclusion
When printing parts with a wide range of thickness or high print stress that is traditionally challenging to achieve with our standard workflow, an additional UV post-cure step can be beneficial. By exposing parts to UV, additional unreacted content is converted to reduce mass loss and increase green strength. We have shown here that this can be an effective strategy to minimize differential shrinkage, sag, as well as print stress warpage for some geometries and hence improve overall accuracy. However, we would like to encourage our users to explore different exposure times for optimal performance, as an exposure time too short or too long may risk surface defects or overheated parts. Customers should also be aware of potential non-uniform exposure during UV exposure as this can result in sagging and part brittleness. Finally, please share with Carbon your results, we would love to hear from customers their experience in this UV post-cure solution.
3D as It’s Meant to Be
Interested in utilizing Carbon to accelerate product development? Reach out to us at sales@carbon3d.com to learn more!