
Carbon’s Coating Technology Improves Aesthetics and Functionality
Coating technology has evolved over time, and its widespread application in everyday life underscores its significance in enhancing the properties of surfaces. Applying a thin layer of material on a surface imparts new functionality onto the surface. Coatings offer brilliant color options and aesthetic finishes, as well as soft-touch options for a more comfortable haptic experience. Bringing this old technology to new technology, like Carbon’s 3D-printed elastomers, enables them to become more beautiful and functional. Combining Carbon’s geometrical freedom and the coating’s flexible coloration options allows for truly customized parts. In this white paper, we focus on the coating coloration of 3D-printed Carbon elastomers, aiming to improve their aesthetics and functionality through the application of coatings while maintaining expected properties and durability.

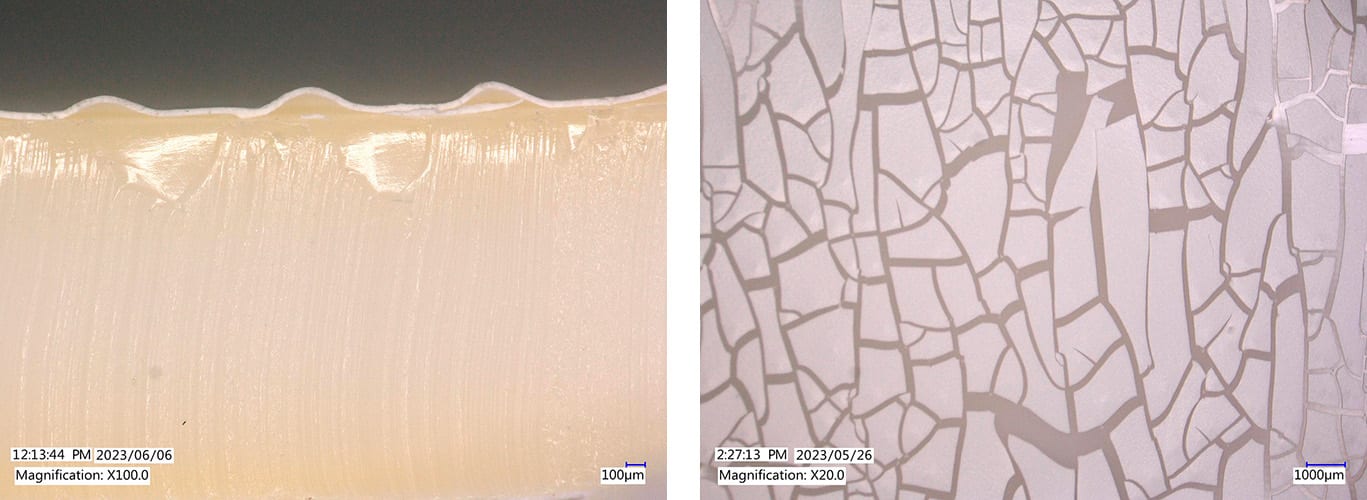
When it comes to applying coating on elastomers, things aren’t as simple as they seem. Most conventional coatings are rigid polymers that can’t stretch and bend in tandem with the underlying elastomer substrate. This can lead to the coating cracking, or delamination from the substrate, especially if the elastomer undergoes a high level of strain over its lifetime. To solve this issue, we knew we needed a coating that could conform to all possible deformations of the printed elastomer.
Carbon’s Coating Solution
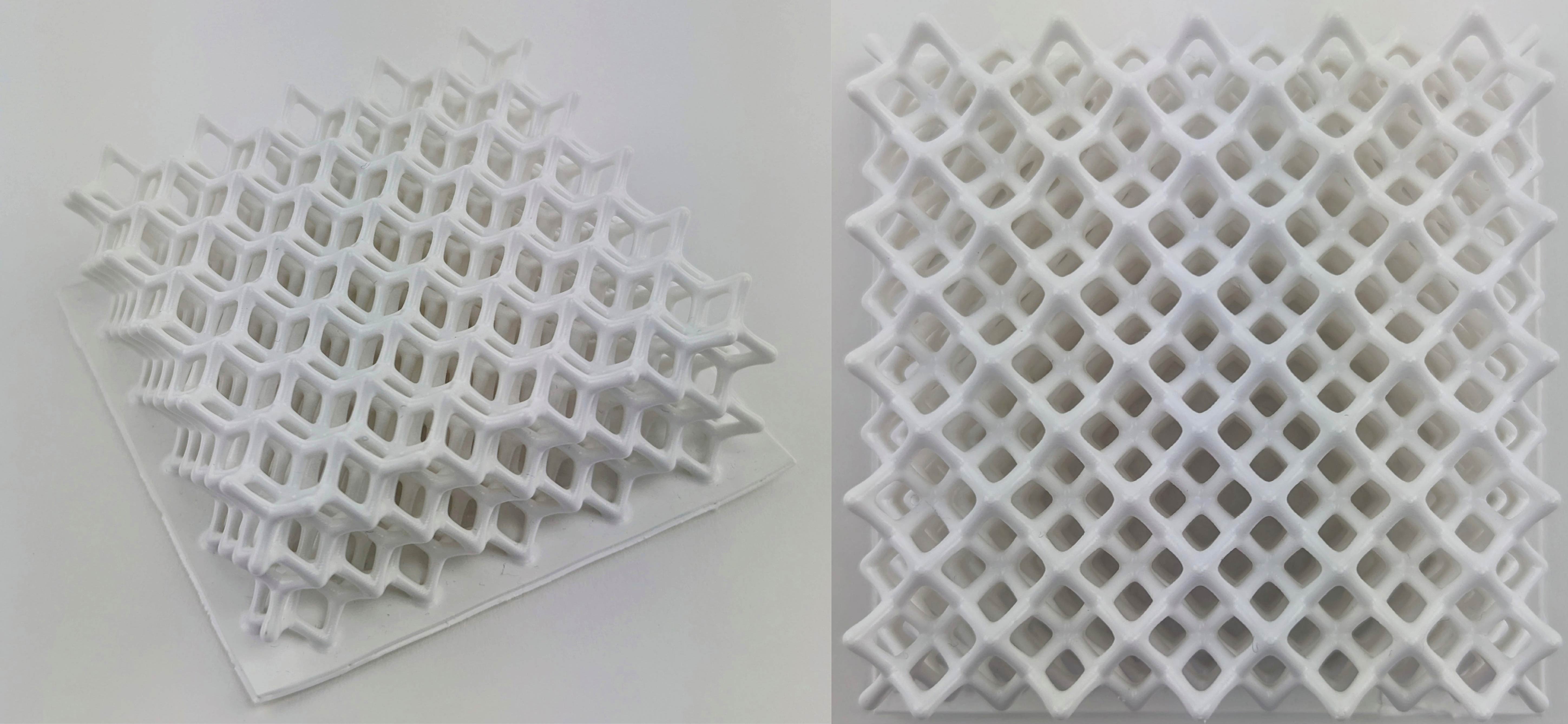
After extensive research, we concluded that the coating itself needed to be a durable elastomer with a high strain at break. Our team explored a wide range of materials and found that certain polyurethane coatings were the best fit, because they can function as elastomers themselves and adhere well to Carbon elastomers. We explored common off-the-shelf coating products but didn’t find anything that met our requirements for adhesion, abrasion, color stability, mechanical properties, and ease of use. Many coatings are made for static surfaces, such as walls or furniture, and are rigid, while others can be made for compliant surfaces but are not strain resistant enough, so they fracture after some stretching, as shown in the following figure.
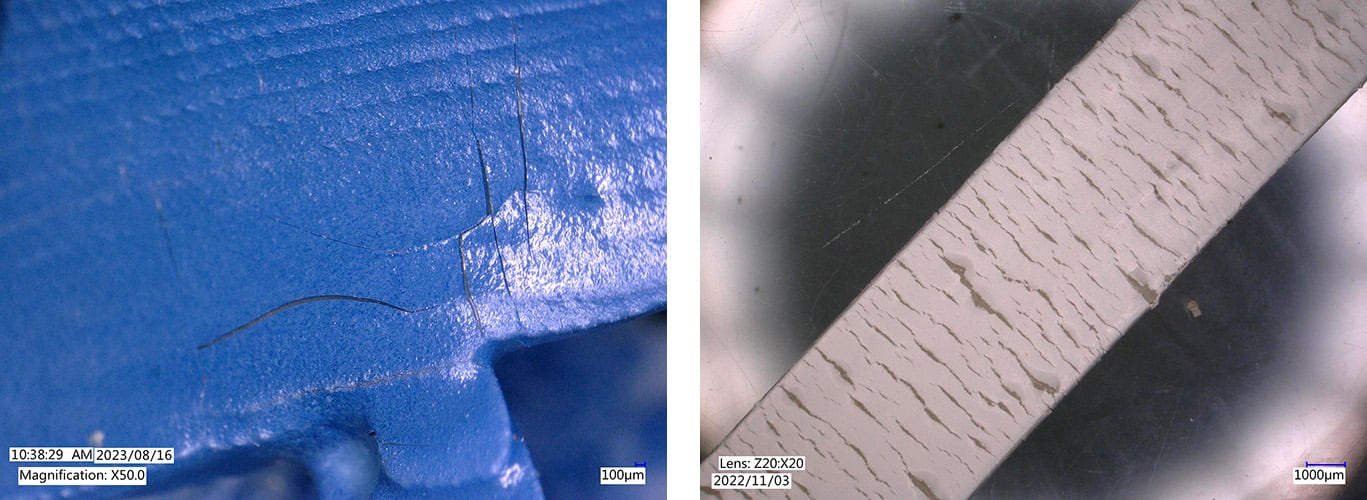
The geometrical freedom enabled by 3D printing can create stress points where a coating is subject to significant strain. This can potentially lead to delamination or produce poor film formation (Figure 3), which can lead to catastrophic failure over time.
As we narrowed down coating candidates, we found that urethane-based coatings would be good candidates. There are two systems to consider: one-part and two-part systems. The primary distinction between them is whether a second component is required to be mixed in before use. One of the major benefits of one-part coatings is their ease of use, because they don’t require mixing and are readily available for application. This provides greater flexibility to incorporate different pigments and additives without worrying about pot life.
We designed this formulation to be a platform for a host of different additives as well, allowing you to tailor the coating to achieve both the aesthetic and functionality you desire. For example, if you want the luxurious feel and look of a velvety matte finish, our coating system makes it possible.
Advancing Coloration Options

Coloration is a crucial factor in product development, influencing consumer perceptions, emotions, and product appeal. At Carbon, we recognize the significance of color in differentiating products and effectively communicating their function to customers. To address this, we have developed a versatile coating system that offers an extensive palette of options for gloss, colors, and special effect pigments, empowering you to achieve your desired aesthetic and functional outcomes.

Our coating solution serves as the foundation, providing flexibility to incorporate a wide range of pigments to achieve the exact color you envision. In addition to conventional pigments, our coating system opens up opportunities to explore special effect pigments such as metallic, pearlescent, or shimmer pigments, allowing you to create unique cosmetic effects that make your products stand out. If vibrant and attention-grabbing colors are what you seek, a selection of fluorescent pigments offers a brilliant and eye-catching option. There are even coatings that will change color depending on the heat or sunlight.
Thermochromic coating (changes color with temperature)
Photochromic coating (changes color with sunlight)
Beyond Color
Our coating solutions also put you in control of gloss levels. Whether you desire a high-gloss finish for a sleek and modern look or a matte finish for a sophisticated appearance, our coating system empowers you to customize the gloss properties of your 3D-printed parts. Moreover, the ability to fine-tune the haptic qualities of these coatings is another significant advantage.
By adjusting the haptics, you can enhance the tactile experience of your products, making them more appealing and functional. Whether you aim to create a smooth, velvety feel or a textured surface with a unique touch sensation, our coating technology provides you flexibility to tailor the haptic characteristics to meet your requirements.

In recent years, 3D printing has transformed the manufacturing industry, enabling rapid prototyping and customized production. However, one significant challenge has been the limited availability of fire-resistant materials for 3D-printed elastomers. Fire safety is a critical concern across various industries, including aerospace, construction, and automotive. To address this gap, we’ve developed a fire-retardant coating that can improve the fire resistance of parts. It works by forming a protective barrier that slows down the combustion process, effectively reducing the spread of flames.
Coating Testing
Preventing Discoloration
Having developed a coating that delivers stunning colors, our next goal was to ensure its long-term color stability. Discoloration is a common challenge faced by plastics, but at Carbon, we have taken measures to create a coating that stands up against various sources of discoloration, and we have conducted rigorous testing to validate its performance.
| Test | Coating Thickness | Delta E2000* |
|---|---|---|
| 1-week hydrolysis | 50 µm (2 mils) | 0.27 |
| 6-hour UV aging with coating | 50 µm (2 mils) | 1.6 |
| Courtaulds test with coating | 50 µm (2 mils) | 2.1 |
Table 1: Summary of coating testing against common sources of discoloration
(UV aging: Q-Sun, UV EXT quartz filter, 6 h, 70°C, 1.2 W/m2 at 420 nm)
(Hydrolysis: 70°C, 95% relative humidity for 7 days)
*▲E2000 <= 1.0 Color difference not perceptible by human eyes
▲E2000 1–2 Perceptible with close observation
▲E2000 2–10 Perceptible at a glance
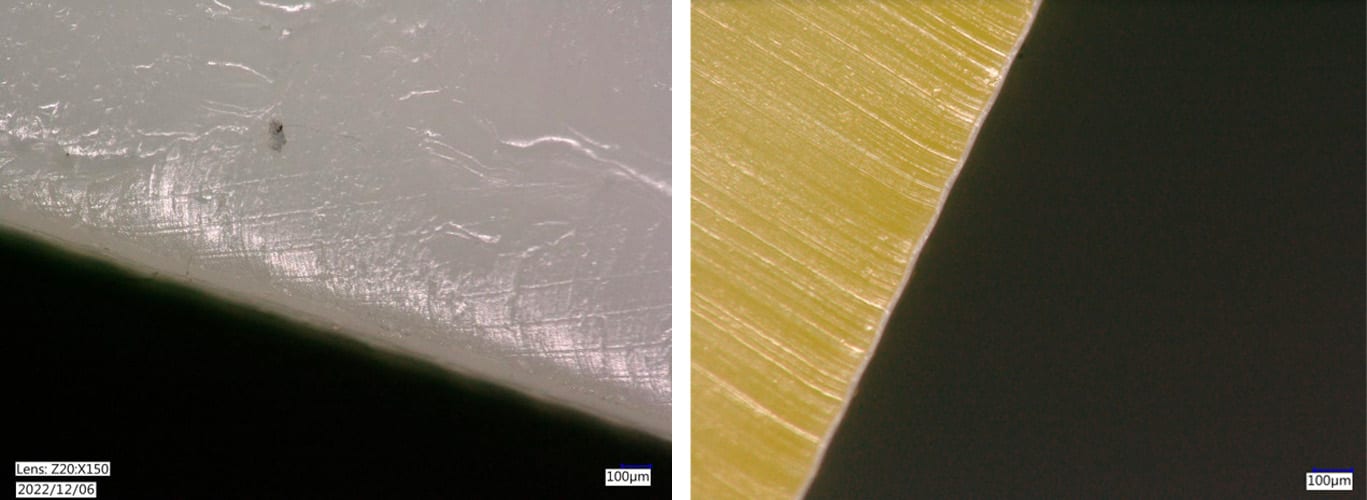
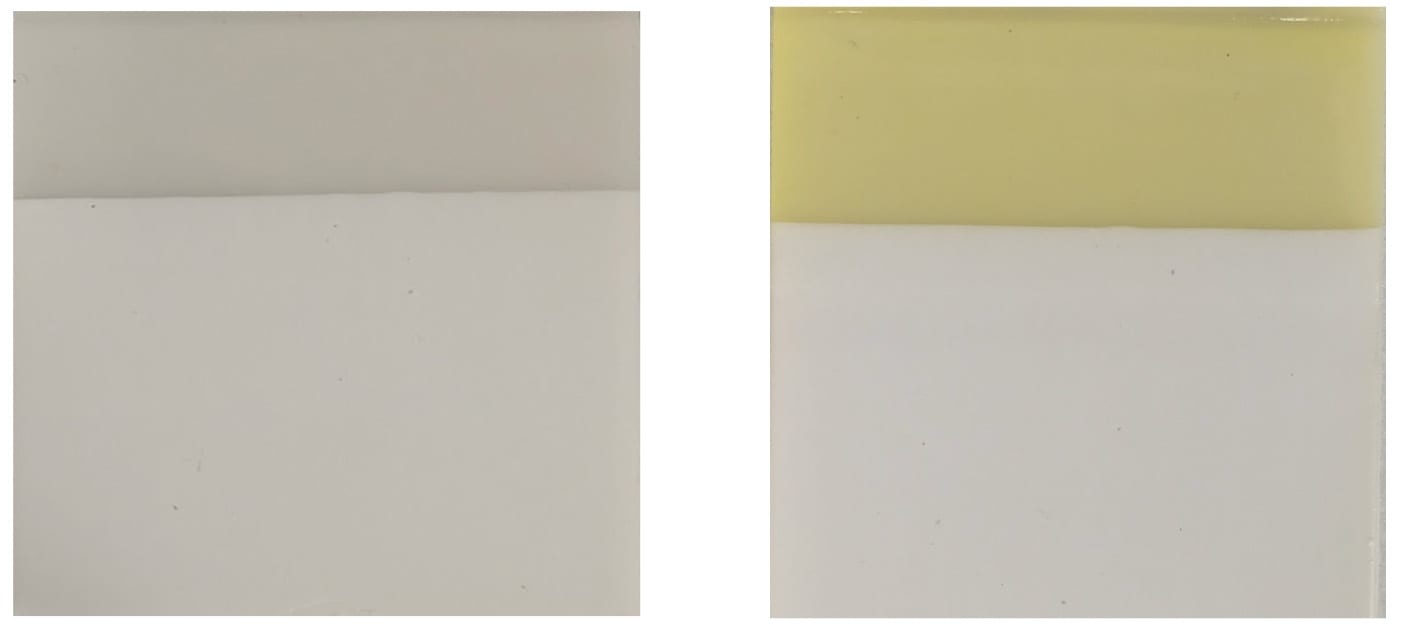
One prevalent issue with plastic parts is yellowing under sunlight exposure over time. To assess the coating’s resistance to UV-induced discoloration, we conducted accelerated tests by subjecting coated parts to UV light and monitoring the discoloration over time. Using delta E2000, a color difference metric that quantifies perceptual differences between two colors, we measured the change in color between the original coating and the coating color after UV exposure. The results were highly encouraging. The change in color was only perceptible under close observation, indicating exceptional color stability. When we mean close observation, we mean really close (see the following figure).

Moreover, our coating proves resilient against phenolic yellowing, a series of chemical reactions that can cause certain plastics to yellow over time when exposed to specific environmental factors. To investigate resilience against this source of discoloration, we subjected coated parts to the Courtaulds test, a particularly aggressive test to assess discoloration in transit or storage. In comparison, uncoated EPU 44 parts typically exhibit visible yellowing under similar test conditions. However, when coated with our advanced solution, the color remains remarkably stable, showcasing the efficacy of our coating in preserving the integrity of your parts’ appearance by effectively shielding your 3D-printed parts.
At Carbon, we prioritize the longevity and performance of our coatings to ensure that your 3D-printed parts maintain their brilliance and allure over their lifetime. With our robust coating solutions, you can trust that your products will stand the test of time, maintaining their original vibrancy and aesthetic appeal throughout their usage.
Coating Robustness
At Carbon, we’ve done extensive testing to develop a robust and abrasion-resistant coating that extends to rigorous testing under harsh conditions and regular wear scenarios. To ensure the durability and longevity of our coating, we conducted extensive accelerated wear testing using a Veslic tester. The testing involved subjecting the coated surface to 20 cycles of abrasion under a 1-kg weight, utilizing three different abrasive materials: felt, canvas, and sandpaper.

The results of the wear testing are impressive, as they demonstrate the excellent performance of our coating against a variety of abrasive materials. Cosmetic wear is observed only after abrading against highly abrasive materials, highlighting the coating’s ability to withstand challenging conditions while maintaining its appearance and integrity.
| Example Appearance | Description | Classification | ||
|---|---|---|---|---|
| Min Removal | Max Removal | ISO/JIS | ASTM | |
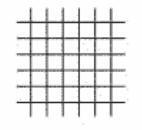 |
The edges of the cuts are completely smooth; none of the squares of the lattice is detached. | 0 | 5B | |
|
 |
Detachment of flakes of the coating at the intersections of the cuts. A cross cut area not significantly greater than 5% is affected. | 1 | 4B |
|
 |
The coating has flaked along the edges and/or at the intersections of the cuts. A cross cut area significantly greater than 5% but not significantly greater than 15% is affected. | 2 | 3B |
|
 |
The coating has flaked along the edges of the cuts partly or wholly in large ribbons, and/or it flaked partly or wholly on different parts of the squares. A cross cut area significantly greater than 35% is affected. | 3 | 2B |
|
 |
The coating has flaked along the edges of the cuts in large ribbons, and/or some squares have detached partly or wholly. A cross cut area significantly greater than 35% but not significantly greater than 65% is affected. | 4 | 1B |
|
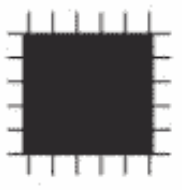 |
Any degree of flaking that cannot be classified, even by classification 4 (1B). | 5 | 0B |
Source: Elcometer
Table 2: Explanation of the adhesion scoring system against final appearance
Adhesion is another critical aspect of coating performance, and our coating excels in this regard as well. We tested the adhesion of the coating on EPU 46 using the cross-hatch method (ISO 2409), and after testing, no coating was removed from the surface. The coating achieved a classification of 0, indicating that it is highly resistant to removal, providing lasting protection, and that it is difficult to remove.
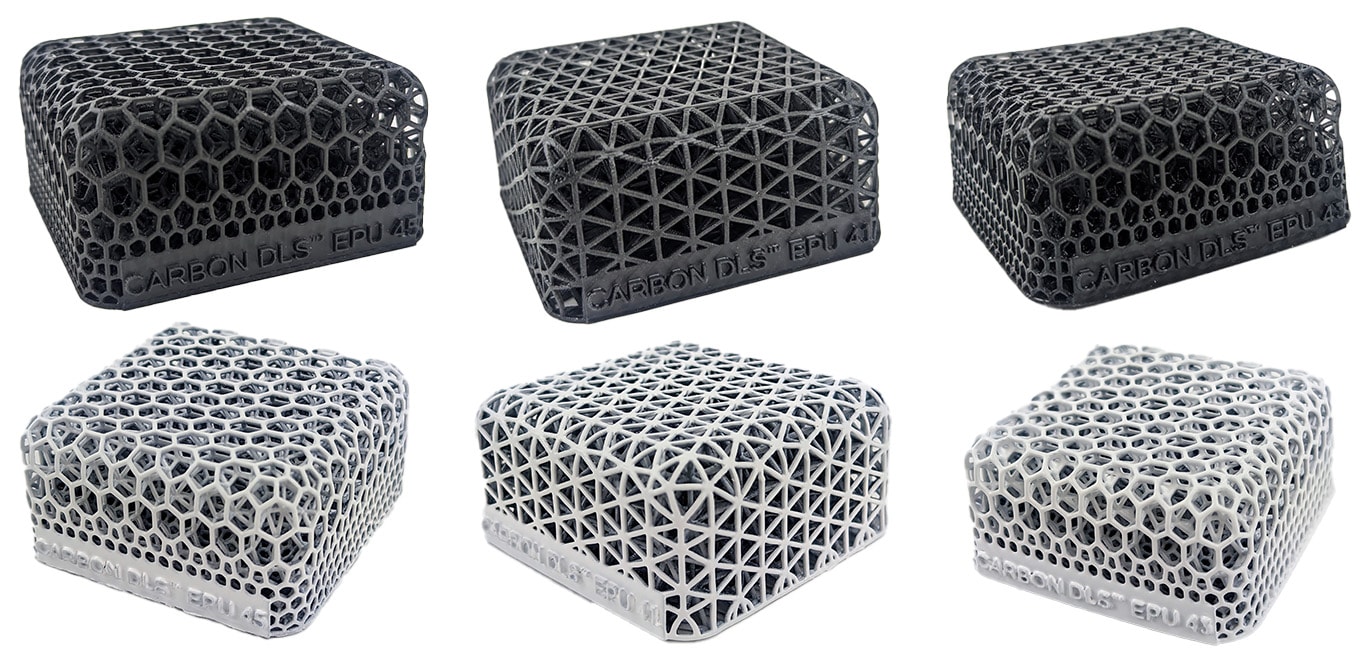
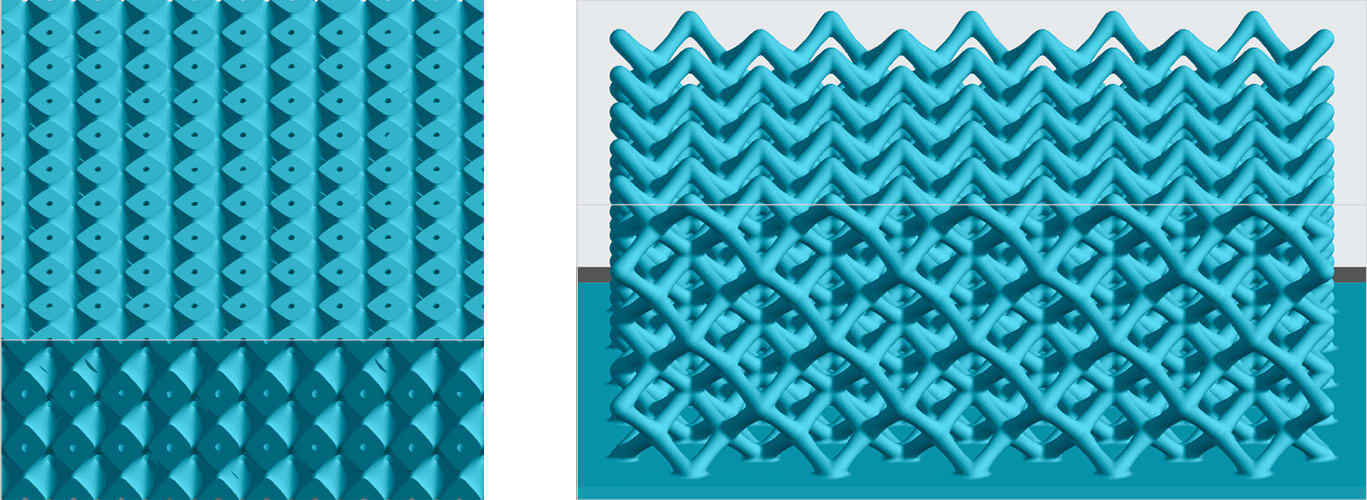
To demonstrate the overall durability of our coating in a practical setting, we spray-coated an EPU 44 lattice and subjected it to 100,000 cycles of compression at 50% strain. This comprehensive test evaluates multiple coating properties simultaneously, including abrasion resistance, adhesion, and block resistance. Our testing reassured us that the coating remains steadfast, preventing delamination and ensuring the coating’s durability and performance throughout the product’s life cycle.
With our coating solution, you can confidently develop products that withstand the most demanding environmental conditions. Our commitment to durability and protection empowers you to create resilient and long-lasting parts, regardless of their geometry or strain they might experience. Embrace the strength of our coating technology and elevate your designs with coatings that guarantee excellence in performance and appearance.
How Do I Apply the Coating?
When dealing with 3D-printed parts, one of the greatest advantages lies in the wide range of geometric freedom that Carbon offers. However, selecting the right coating process for your specific geometry application requires careful consideration of several factors. This section aims to provide guidance and highlight key considerations that customers should keep in mind when choosing a coating process for their Carbon parts.
Application Method Considerations
- Surface Preparation: Proper surface preparation is vital to achieve excellent coating adhesion on 3D-printed plastic parts. A clean and dust-free environment is essential to ensure the coatings adhere correctly. Contaminants like oils can also cause adhesion issues. Consider employing post-processing techniques such as sanding or filing to achieve an extra-smooth surface. If these techniques are not feasible, a thicker coating makes the surface appear smoother.
- Application Method: Choosing an appropriate coating application method is crucial to achieving a uniform and high-quality finish on 3D-printed plastic parts. Factors to consider include the complexity of the part’s geometry, the size of the production run, the desired coating thickness, and the equipment and facilities available. Common coating application methods for plastic parts include spray coating, dip coating, or brush coating. Select a method that ensures uniform coverage, minimal wastage, and efficient use of resources. This will be expanded on in the next section.
- Post-Coating Considerations: After applying the coating, additional post-coating processes might be necessary to optimize the final result. You can allow the parts to dry at room temperature over several hours (depending on your environment) while the coating builds its mechanical properties. However, if you want the best mechanical properties and fast cure, allow the parts to flash off at room temperature until the surfaces are dry and then bake them for 15 minutes in a 120°C oven (don’t do this in an oven where you cook!).
Choosing an Application Method
The choice of coating application method depends on the part geometry, cost and time constraints, and the quality of result desired.
- Geometry complexity: Some 3D-printed parts have complex geometries, such as internal channels or undercuts, that can make it difficult to apply coatings evenly or to reach all areas of the part.
- Cost: Coatings can add cost to the manufacturing process, and the cost of the coating materials and equipment can vary greatly.
- Ease of process: Application processes can vary in complexity, from simply using a paintbrush to setting up a dedicated coating line.
- Throughput: Different application methods have varying throughput levels, with some trade-offs.
- Homogeneity of coating: Processes like spray coating or dip coating can produce a more homogenous coating compared to brushing, which may leave brush marks.
In the context of 3D-printed parts, the diverse geometric freedom offered by Carbon printers can significantly impact the choice of coating application method. Complex geometries, such as intricate internal channels, undercuts, or complex surface contours, can pose unique challenges during the coating process. In these cases, achieving uniform and complete coverage using certain application methods can be more difficult, leading to potential variations in coating thickness or uneven surface finishes. For such complex geometries, methods like spray coating or dip coating might be more suitable, because they offer better homogeneity of the coating and can penetrate hard-to-reach areas more effectively.
On the other hand, simpler geometries with flat or regular surfaces might be well-suited for brush coating, which can be more straightforward and cost-effective for smaller production runs. Careful consideration of the part’s geometry and the desired coating outcome will guide the selection of the most appropriate application method, ensuring that each 3D-printed part receives the optimal coating treatment to fulfill its functional and aesthetic potential.
Following is a table presenting the benefits and drawbacks of three common application methods–spray coating, dip coating, and brush coating. For most applications, spray coating is suggested, since it can scale from low to high equipment requirements while maintaining good surface quality. However, coating will be limited to line of sight.
| Application Method | Surface Quality | Restrictions | Equipment Requirements | Operating Speeds | VOC Emission | Application Efficiency | ||
|---|---|---|---|---|---|---|---|---|
| Size | Geometry | Other | ||||||
| Brushing | Moderate | Small areas | Surfaces in line of sight can be readily coated | – | Very Low | Low | Low | Very Good |
| Dip Coating | Good | Depends on size of container | Not suitable for “scoop” shaped parts or very dense geometries with small pores | May have edge effects | Low to High | High | Low | Very Good |
| Spray Coating | Good | – | Surfaces in line of sight can be readily coated | – | Low to High | High | High | Poor to Moderate |
Table 3: Summary of advantages and disadvantages of different coating methods
By carefully considering these factors and selecting the most suitable application method, you can ensure that your 3D-printed parts receive the best possible coating treatment, resulting in exceptional performance, aesthetics, and durability. At Carbon, we are dedicated to providing guidance and support to help you make the most informed decisions for your specific coating needs.
Conclusion
In the world of 3D-printed parts, the versatility and geometric freedom offered by Carbon printers have unlocked boundless opportunities for product development. At Carbon, we understand that coating plays a pivotal role in enhancing the performance, aesthetics, and durability of these parts. We have diligently developed a coating system that boasts an extensive palette of colors and effects, ensuring that your creations leave a lasting impression.
Our commitment to robustness and preventing discoloration is evident through rigorous testing under harsh conditions and wear scenarios. The results showcase the exceptional performance of our coating in withstanding abrasion, adhesion challenges, and environmental influences, ensuring that your parts retain their brilliance and allure over time.
When it comes to application, we emphasize material compatibility, proper surface preparation, and post-coating considerations to optimize the final result. We offer multiple application methods to suit your specific needs, taking into account factors such as geometry complexity, cost, ease of process, throughput, and coating homogeneity. Our coating solutions cater to a wide range of applications, ensuring that every 3D-printed part is finished with precision and excellence.
As you venture into the world of coating technology, rest assured that Carbon’s team is ready to guide and support you at every step. Our innovative coating solutions, together with the geometric freedom and capabilities of Carbon printers, empower you to create products that captivate consumers, withstand challenging conditions, and elevate your brand to new heights.
Unleash your creativity with Carbon’s coating technology, where the fusion of aesthetics, durability, and functionality is made possible. Join us on a journey of innovation, where every 3D-printed part is a canvas for your vision, and together, we will paint a future where coating technology knows no bounds. Embrace the endless possibilities that await you at Carbon, and let your designs shine with brilliance and lasting impact. Happy coating!
3D as It’s Meant to Be
Interested in utilizing Carbon to accelerate product development? Reach out to us at sales@carbon3d.com to learn more!